


This article will describe the manufacturing process of a simple rack and pinion jack. Such a jack can lift a car or any other heavy thing. The design is not complicated, all sizes are taken into account the available materials.
Materials and tools used by the author
Material List:
- a piece of channel (200);
- profile pipe (square, 40X20, wall thickness 2 mm);
- steel strip thickness 8 mm;
- bolts, nuts and other little things.
Tool List:
- welding machine;
- grinder;
- a drilling machine or drill;
- spanners.
You will need to trim a two hundredth or larger channel channel length of 60 mm. It is possible to make such a part from a steel strip.

We mark on the shelves of the channel openings 20x40 with an allowance of 2-4 mm for the profile pipe 20x40.

Cut out these holes in any way possible.
If necessary, process with a file.


A profile pipe 20x40 mm should pass freely in them.

We take a piece of a half-inch water pipe with walls of 2-3 mm. Its length should be greater than the width of the part from the channel by 5-6 mm.


We weld the tube to the channel.


Now you need a strip with a length of 500, a width of 60-70, a thickness of 8-10 mm. Mark the strip - at the edges should be 200 or slightly more, in the middle should remain 65-70 mm.

To bend a strip of this thickness, you need to cut it with a grinder about half the thickness, after which it will easily bend in a vice.



The bent letter P strip along the notches is boiled for strength.


Now this part must be drilled or holes made in another way, for example, burn a hole with a diameter of about 20 mm with a burner.



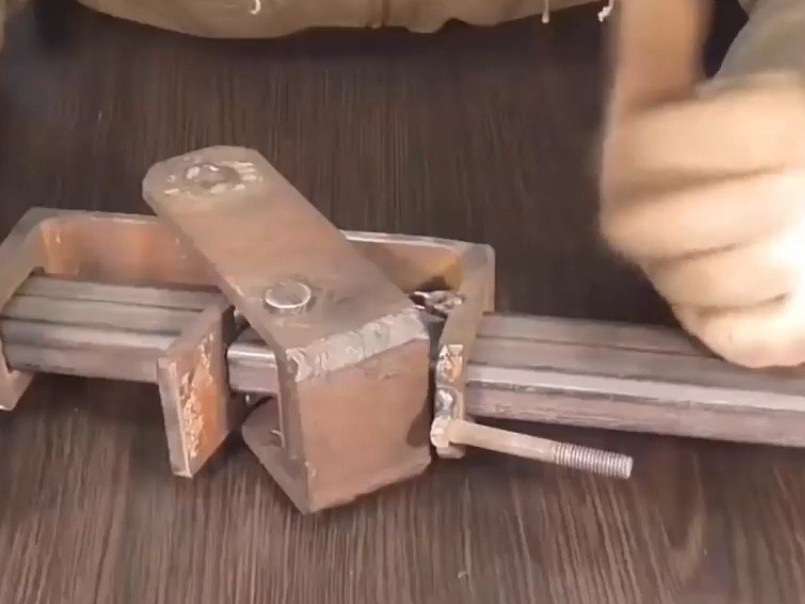
The holes are ready. Now we can begin to assemble our design. We make the axis from a suitable round to pass into the welded tube, it can also be a stud or a bolt of a suitable size.



We put in place and scald.
That's what we got.

Now, from the same strip with a thickness of 8-10 mm, two clamps need to be made. Mark the holes for the profile pipe and cut it out.




In the U-shaped part we drill a hole with a diameter of 12-14 mm.We insert a bar into these holes and scald.



Also need 4 nuts for 6.

They are needed for attaching the springs. We weld 2 pieces on a clamp and 2 pieces on a channel.





We drill a 10 mm hole in the second fixture and bore it to an oval shape.




We weld a 10-bolt to the channel.

Now it is necessary to make and weld an emphasis for the second clamp.
Here it is made of a piece of thick-walled tube.



The final fitting.


The jack is almost ready.
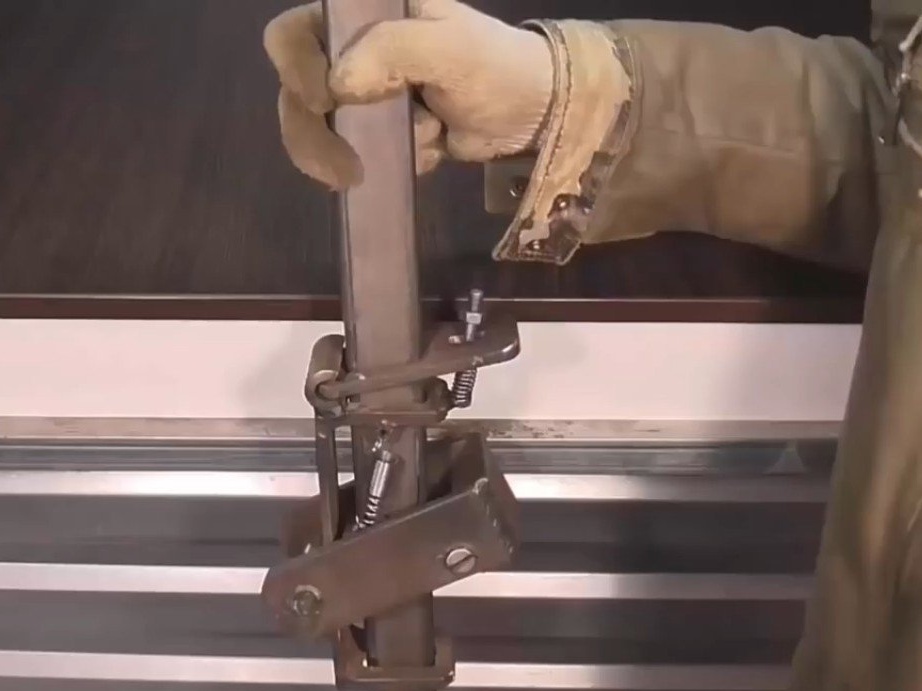
It remains only to weld the lever to the U-shaped part, and to the channel bracket or shelf for attaching the hook or platform for emphasis when lifting heavy.
That's all. Good luck in your work.