

For high-quality impregnation of knife handles with various compositions, a vacuum chamber is needed. The process is very simple. Pour the composition into the flask, immerse the product and close the lid. We turn on the network and pump out the air. Alternately change the negative pressure with positive. Thus, all air from the product is replaced by impregnation. It is possible to glue the fabric with resin into blocks or dies for overlays on the handles.
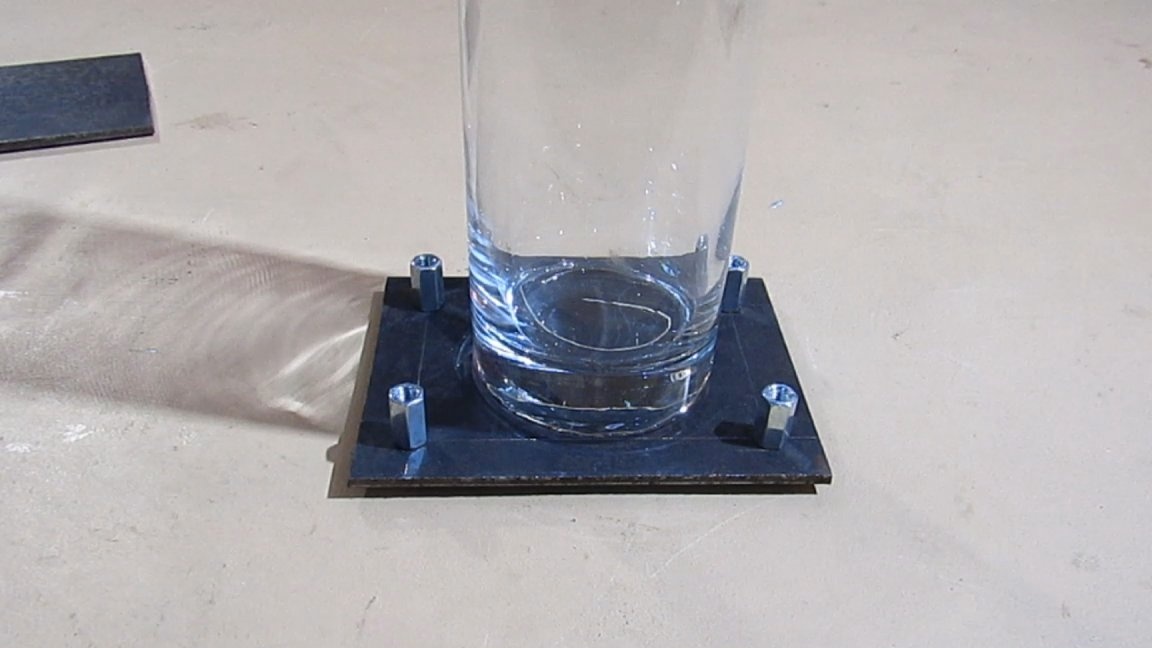
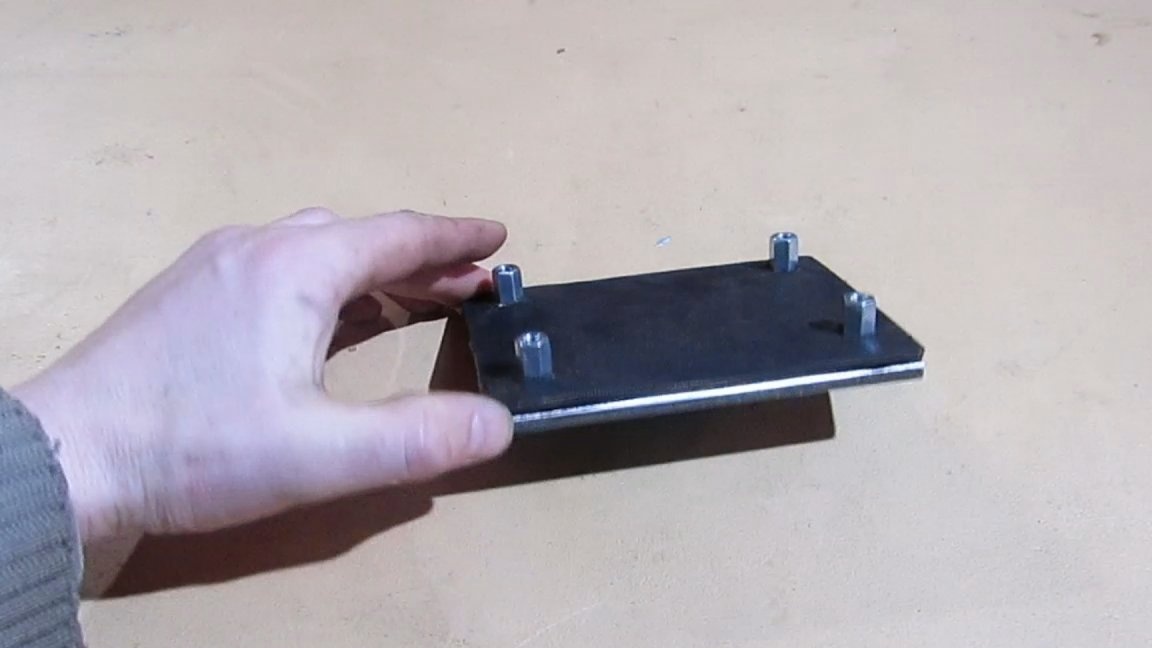
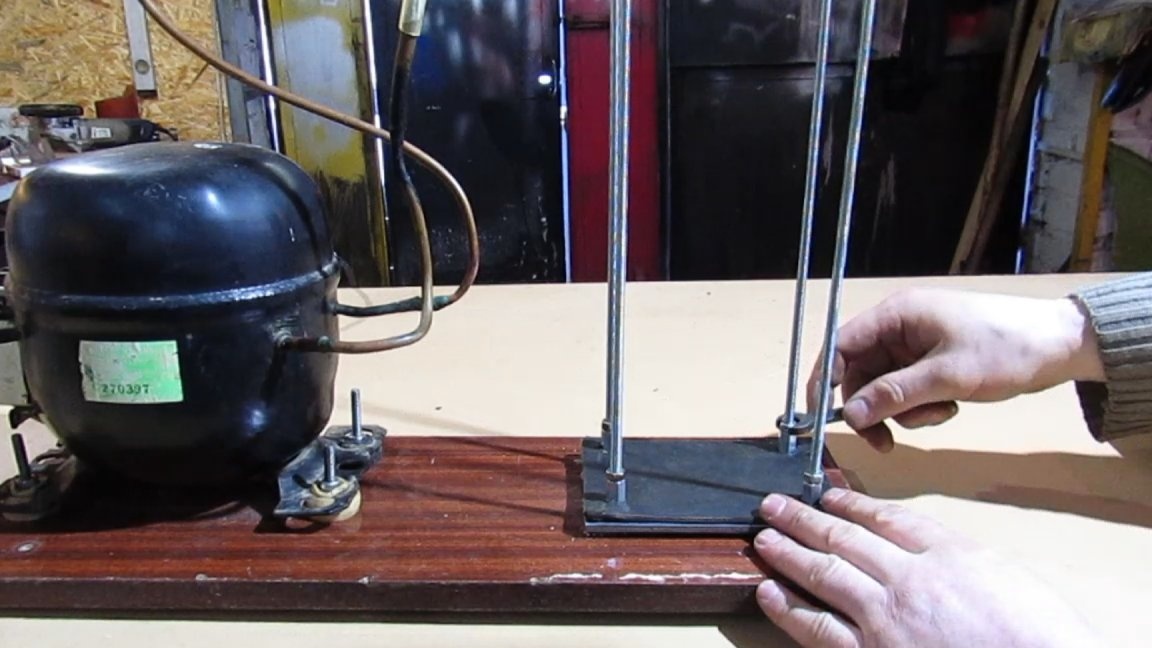
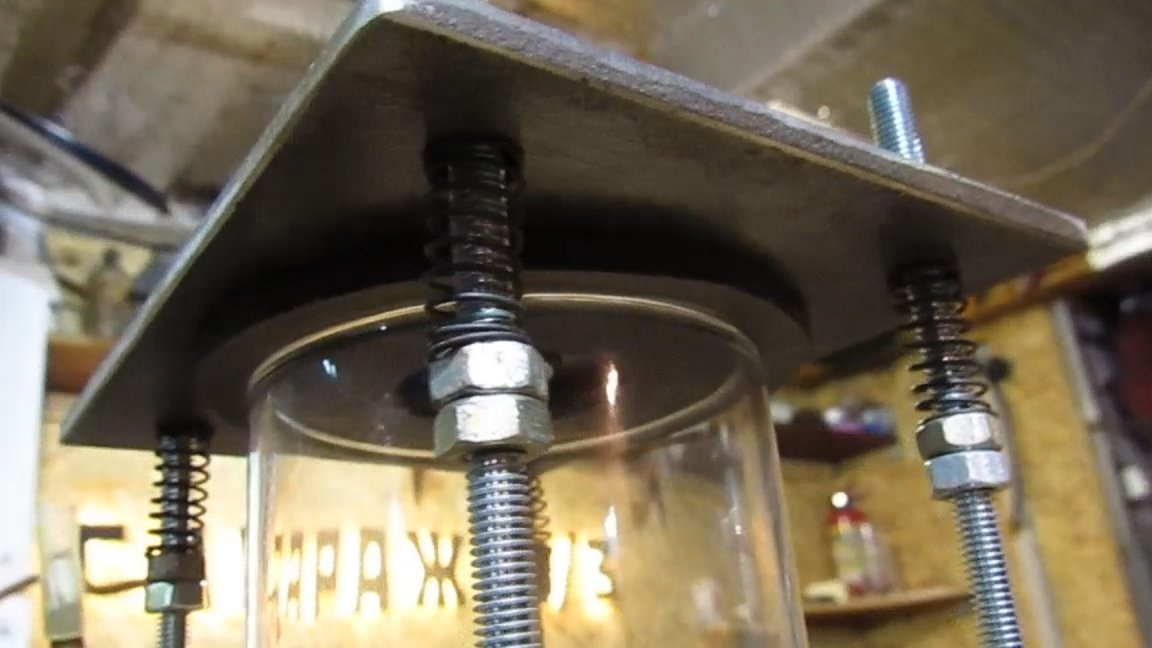
The compressor donor will be the compressor from the refrigerator. I used a glass vase for the flask. A piece of chipboard served as a support. We drill 6 mm holes in the chipboard and fasten the compressor to it through the compressor’s native rubber bands. 3mm thick metal. cut a square with sides of 8 × 8 cm. under the dimensions of the bottom of the vase. This is the bottom of the buden. We drill holes of 9 mm. in the corners of the plate and fasten the m6 bolts with extended (connecting) nuts. They will be screwed into the studs for the coupler with the top plate and capacity.
The same square is cut out of sheet rubber, holes are drilled and put on elongated nuts. This is necessary so that the glass container does not burst.





For the top cover you need another metal box with holes in the corners. We screw the nuts on the studs, put on the springs and on top the plate. It is more convenient to press it with nuts, the so-called "lamb". For pumping and pumping air, a hole is drilled in the center of the lid and the fitting is screwed in. All connections must be tight to prevent leaks. You can use fum tape or thread sealant. A rubber ring is placed between the pressure plate and the container for tightness. It can be glued to the plate so that each time you do not expose it exactly in the center.


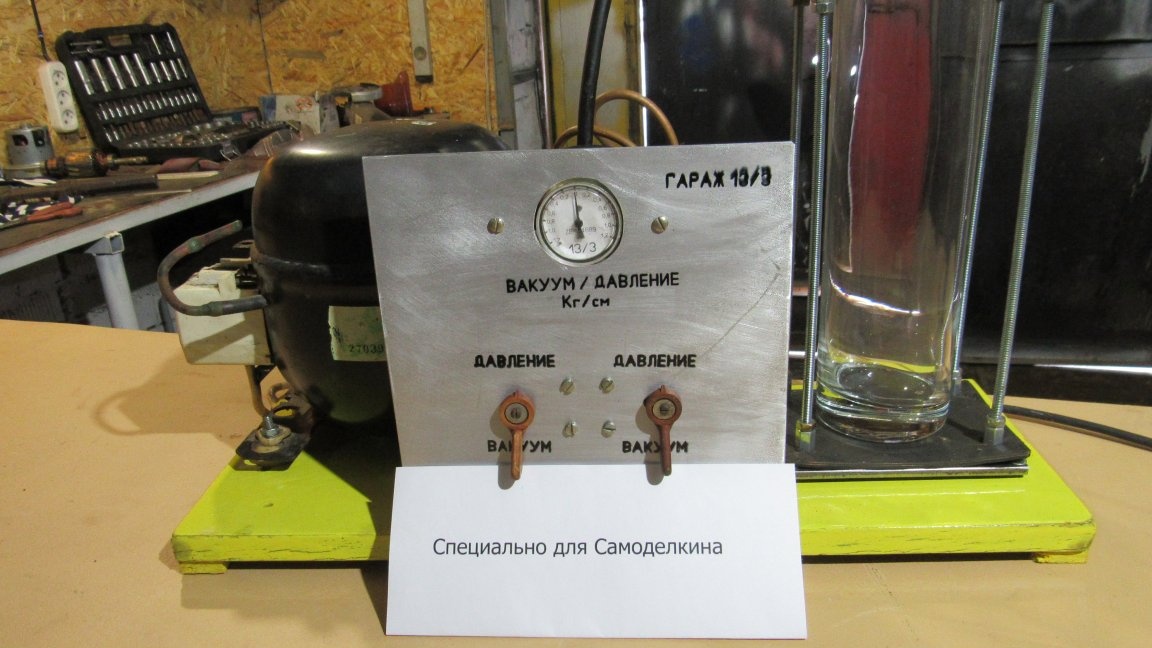
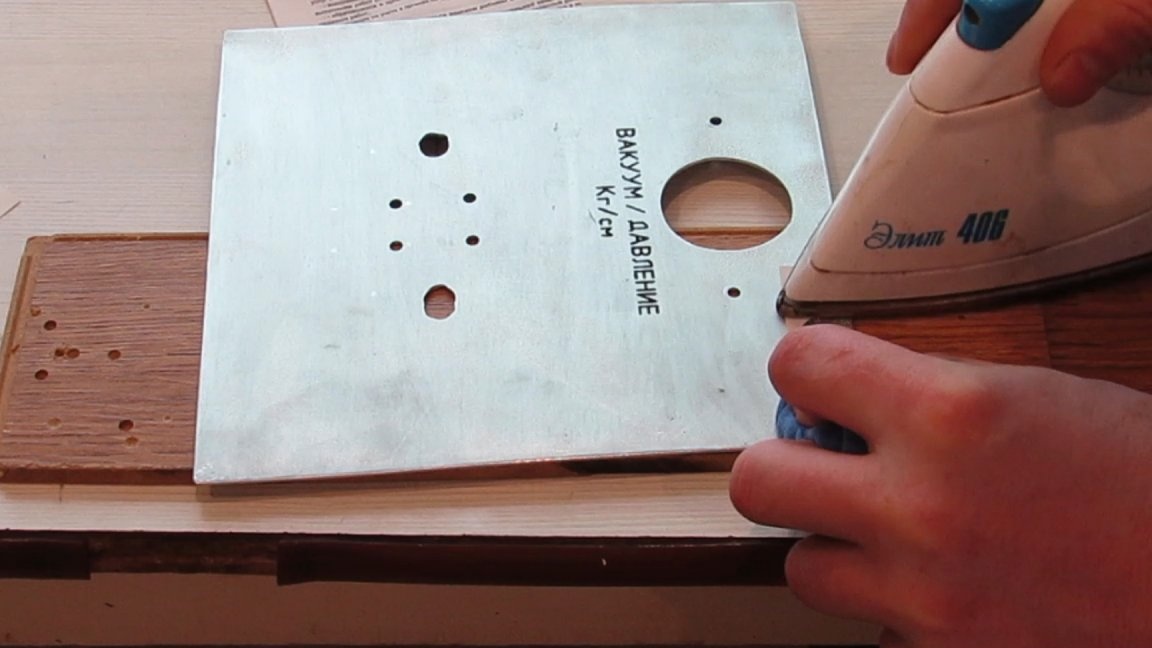
A panel for controls is cut from sheet duralumin. A pressure gauge is also installed there. To switch between vacuum and pressure, three-way valves in the amount of two pieces are used. for pressure gauge and two three-way valves. He also inscribed on the front panel using the laser-iron technology. This method is used to apply conductive tracks to printed circuit boards.Read on the Internet what it is.
In order for the manometer to show pressure and vacuum, it needs to be redone. We disassemble it and expose the gear sector in the middle of the gear which sets the arrow in motion. Now it remains only to bend the draft. The manometer used 2.5 kg. To protect the inscription from abrasion, I covered the front panel with varnish from a spray can.


The support of the vacuum chamber for beauty was painted with yellow paint. The connection of all elements is made by polypropylene tubes.
During testing, a vacuum of - 1 kg is created within 15 seconds, and pressure is pumped faster. Somewhere in about 5 seconds. I think that’s enough for the impregnation.
A small movie with the steps of assembling the camera.