
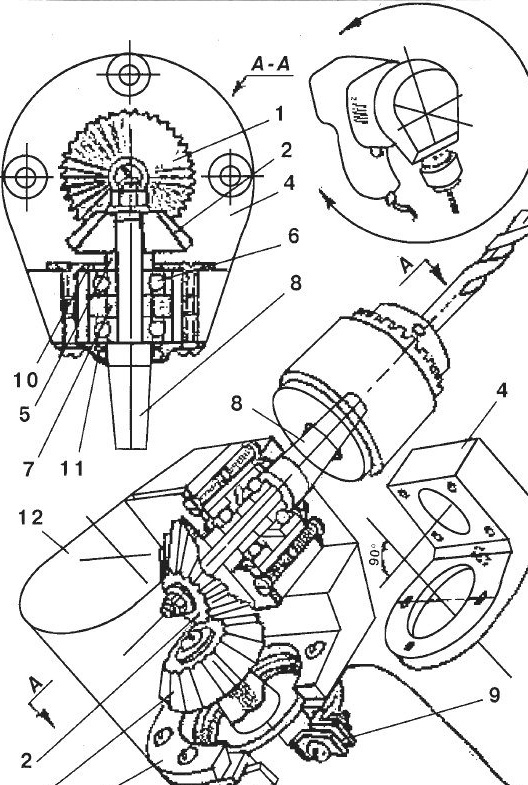
Fig. 1. Angle drill
The drill here is rotated 90 ° relative to the drill itself. The rotation of the axis of rotation of the spindle is carried out by two bevel spur gears: drive 1 and driven 2. They can be selected from old, outdated instruments and mechanisms. And the dimensions of the device depend on the size of the gears. Note: the diameter of the pinion gear should not exceed 38 mm - because during assembly it should pass freely through the hole of the flange 3. Of the finished parts, except gears, standard bolts, nuts and washers, you will need two more identical ball bearings 6, It’s better if they are angular contact with an inner diameter of 7 to 10 mm. Knowing the size of the gears and bearings, you can begin to manufacture the remaining parts of the device on a turning, milling and drilling machines. On a lathe, bore the pinion hole for the electric drill cone. Select the hole size so that the cone fits into the gear no more than 3/4 of its thickness. Turn spindle 8 out of tool steel. Calculate its dimensions, taking into account the thickness of the driven gear 2, the height of the bearings 6 and the thickness of the spacer sleeves 5 and 7. Stitch one end of the spindle onto the cone of the same size as the drill, since the clamp is mounted on it cartridge.
Drill a hole in the end of the other and cut the left thread under the tightening nut. After turning, harden the spindle, and grind the conical and cylindrical surfaces. The bearing flange is also machined from a steel billet. Its inner diameter should be equal to the diameter of the neck of the electric drill. Since the flange is secured with clamp 9, make six longitudinal cuts in its shank. At the end of the flange, drill four holes for the bolts to secure the housing 4. Now proceed to the manufacture of the most complex part - the housing.It is best to make it from duralumin or textolite bar. The excess part of the bar according to the drawing is removed on the milling machine. On a drilling machine, drill two holes for mutually perpendicular axes. On the lathe, bore the holes for the gear and bearings. Do not forget to drill holes for assembly in the housing - four for attaching the flange, eight for attaching the covers 10 and 11. Pay particular attention to the axis of the spindle being strictly parallel to the supporting plane of the housing. Turn the spacer sleeves 5 and 7, covers 10 and // from the steel blank. In cover 11, groove a groove under the gland - a felt ring with an inner diameter equal to the diameter of the spindle. The assembly accuracy and the required gearing angle can be ensured by aluminum or copper foil gaskets, which should be installed between flange 3 and housing 4. Finally, lock all threaded connections with spring washers so that they do not turn away during operation. Shaped casing 12 is necessary to protect the working bodies from dust. It is better to cut from sheet duralumin with a thickness of 1.5-2 mm. Lubricate all rubbing surfaces well before use.