
In this article, the author of the YouTube channel “TOKARKA” will tell you how he made a semi-automatic impact core.

Materials
- Beech round timber
- Steel bar, spring
- steel tube
- Brass blank
- Old tap
- stainless steel strip
- Second glue
- Two-component epoxy adhesive
- Zinc flux, solder
- Machine oil
- Stain
- Sandpaper.
Instruments, used by the author.
- Turning and drilling machines
—
- Petal stripping disc
- Lerka, tap
—
—
- File, rasp, file, hammer, vise, tweezers
— .
Manufacturing process.
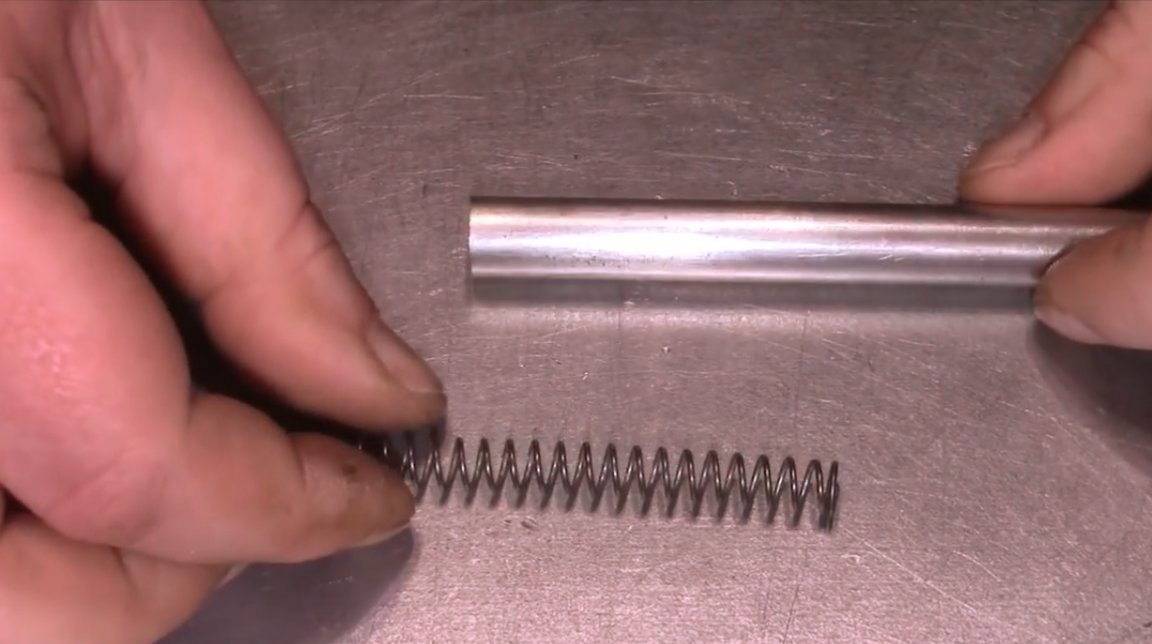
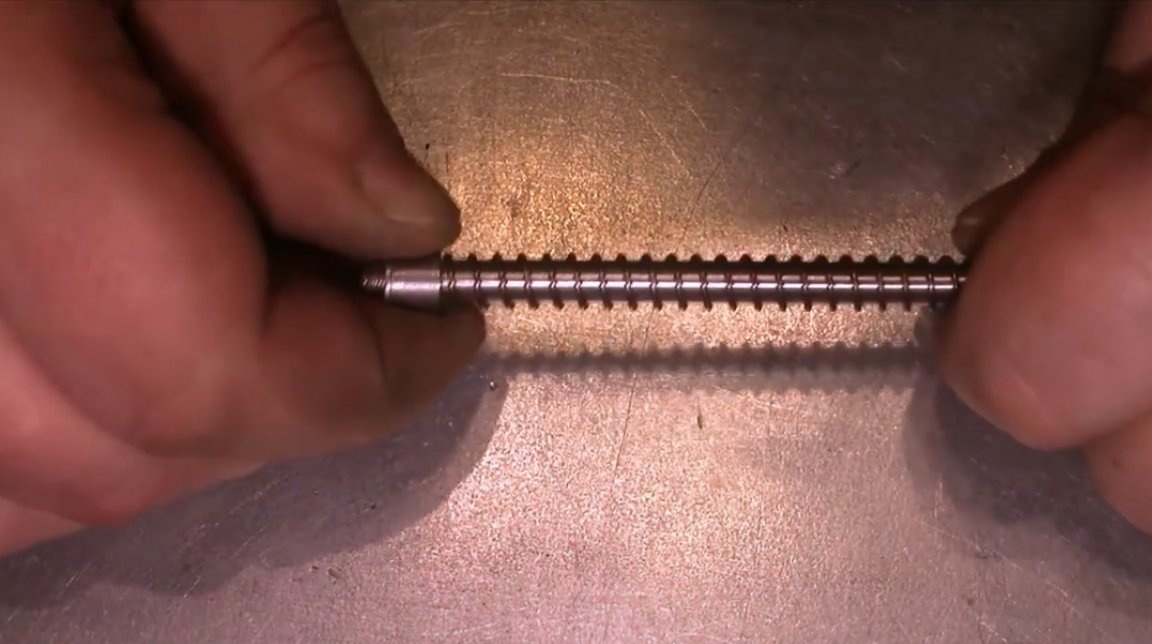
First, you need two main elements - a spring that freely enters the tube.
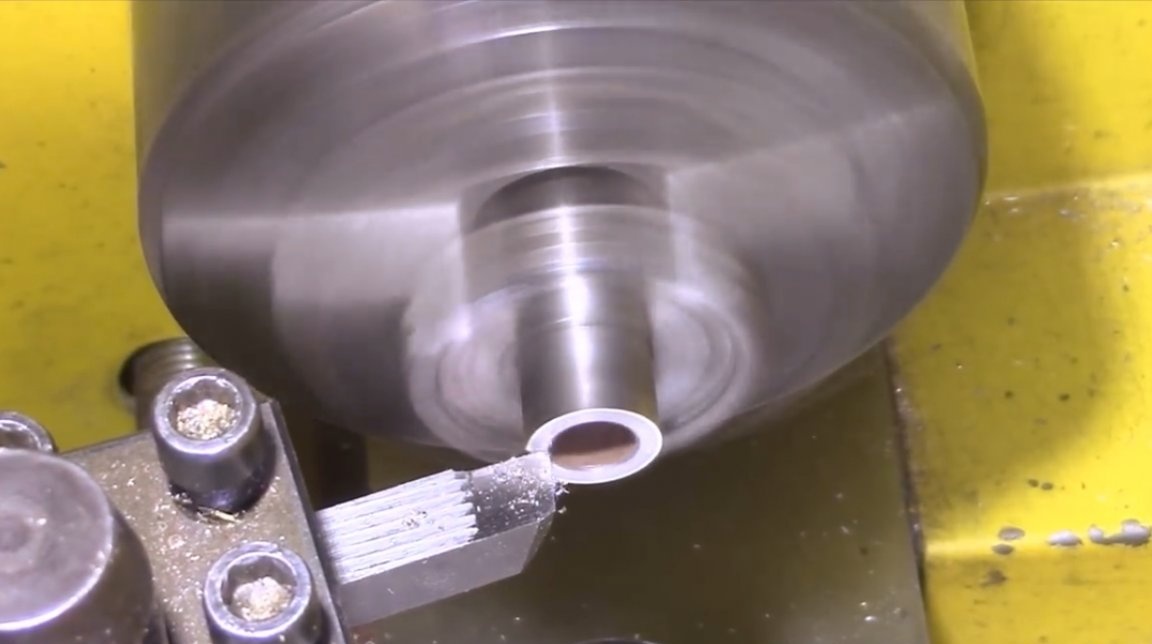
One edge of the tube is aligned, the tube is cut with a length of 130 mm.
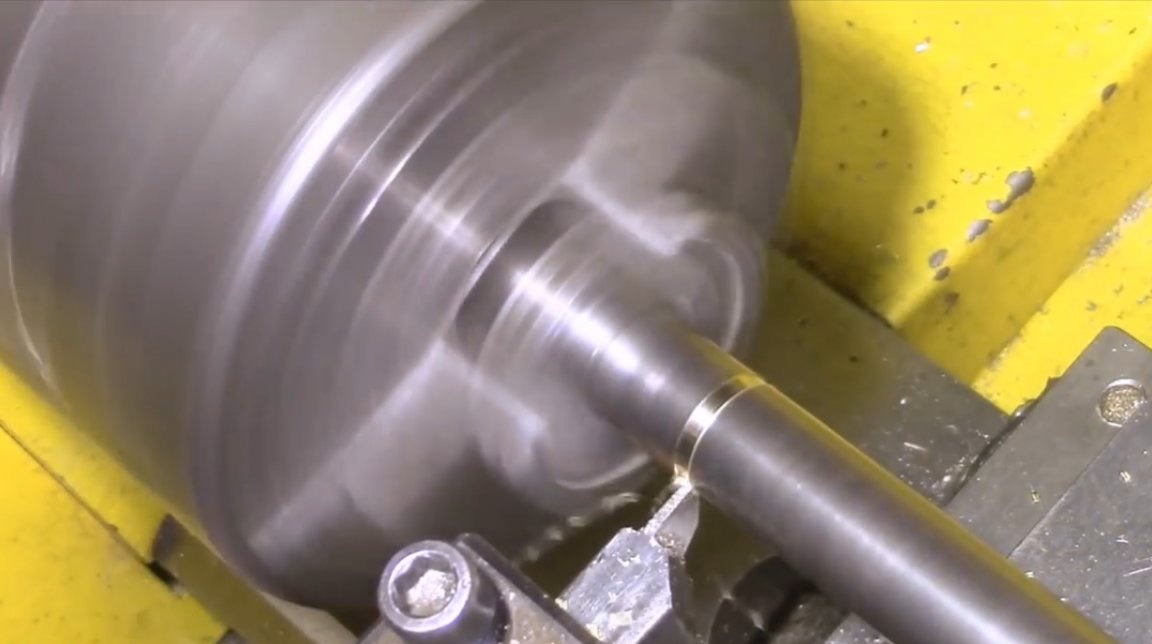
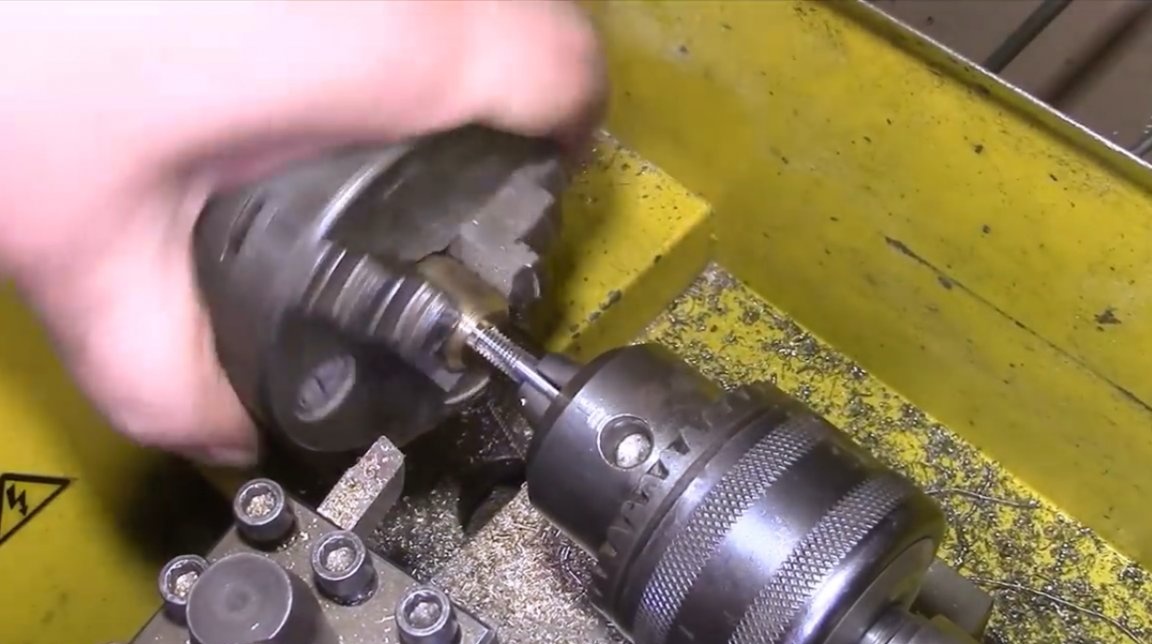
The steel bar is turned so that a spring is worn on it.


At one end of the rod, an M6 thread is cut.
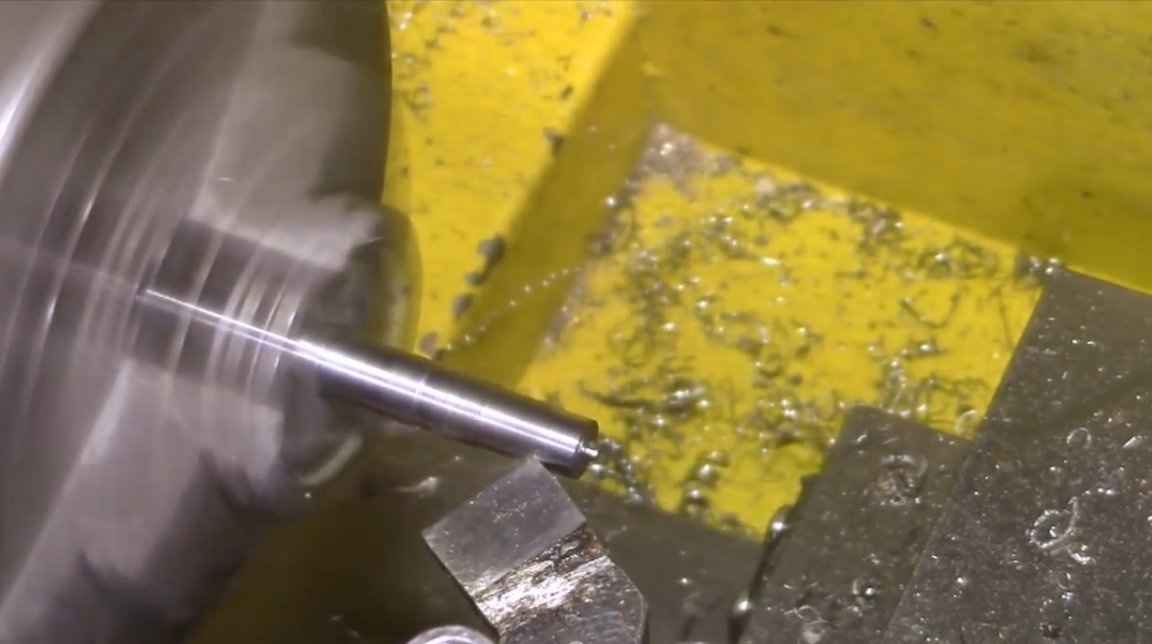

The surface of the bar is ground with fine sandpaper.


The resulting piston will be part of the percussion mechanism.

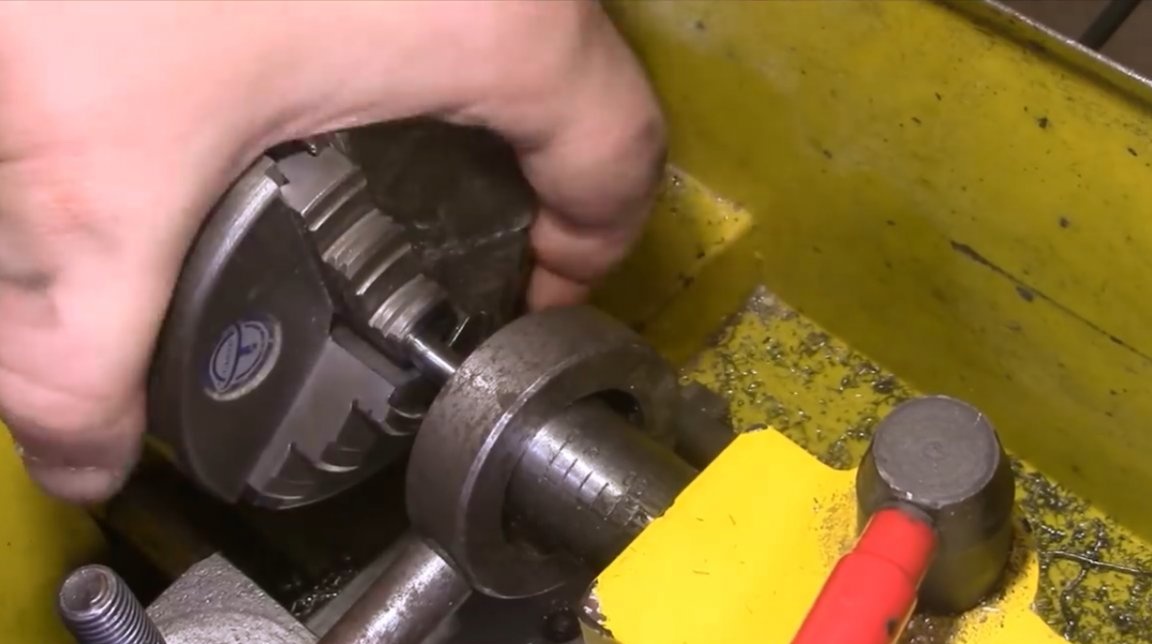
As a response spring blocker, the master grinds a special plug - a sleeve.


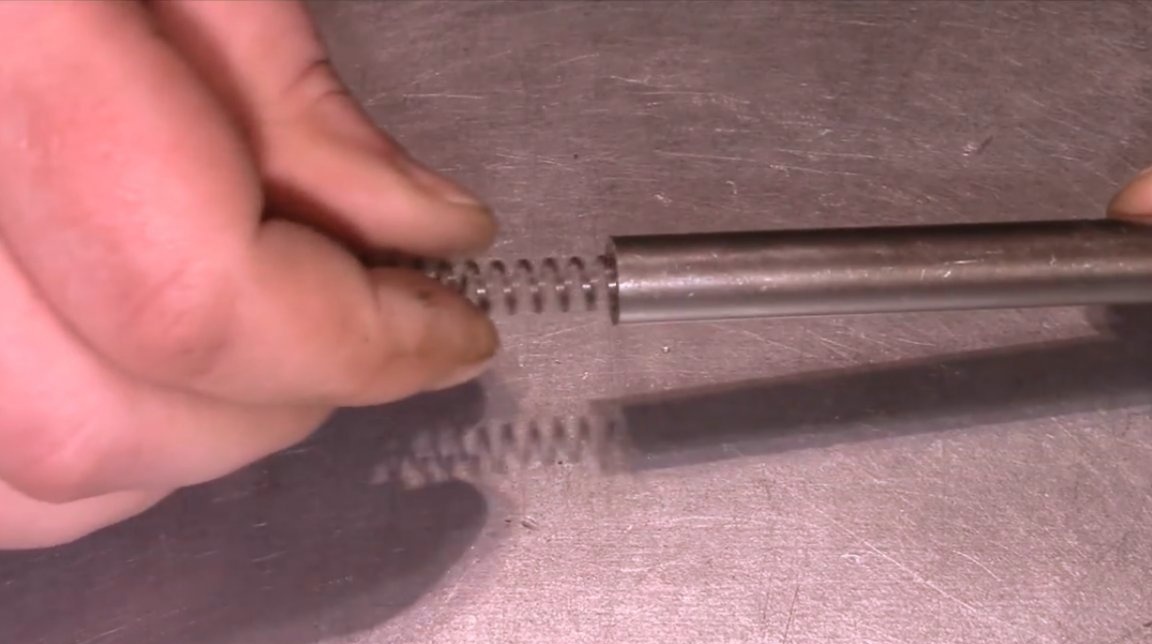
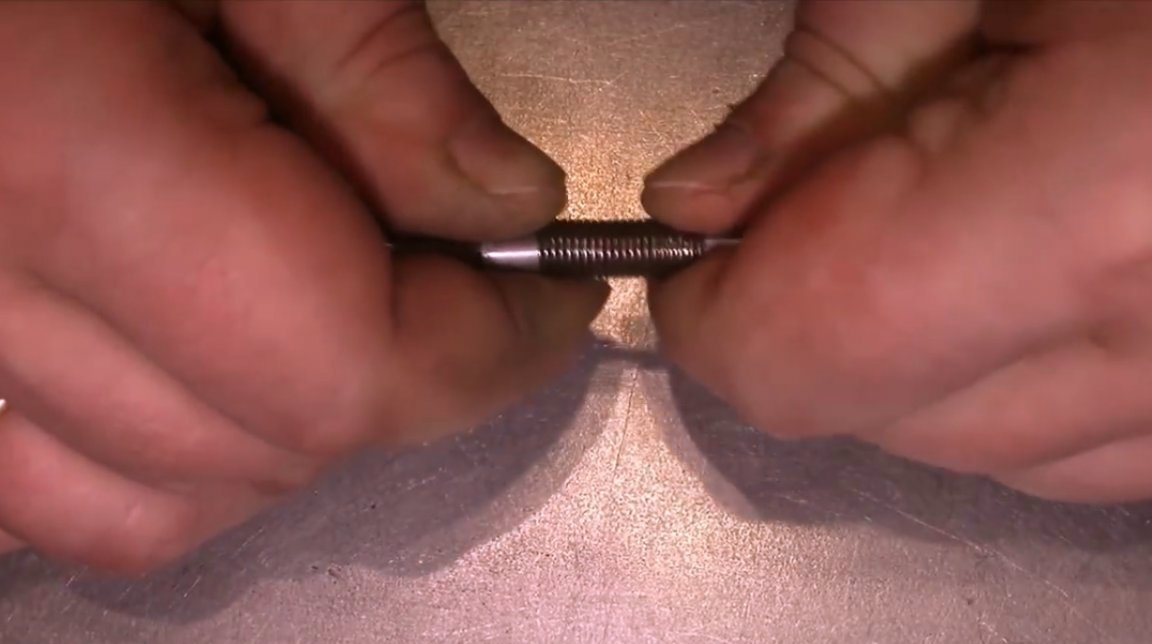
Now the piston with the spring is inserted into the tube and blocked by a stopper.

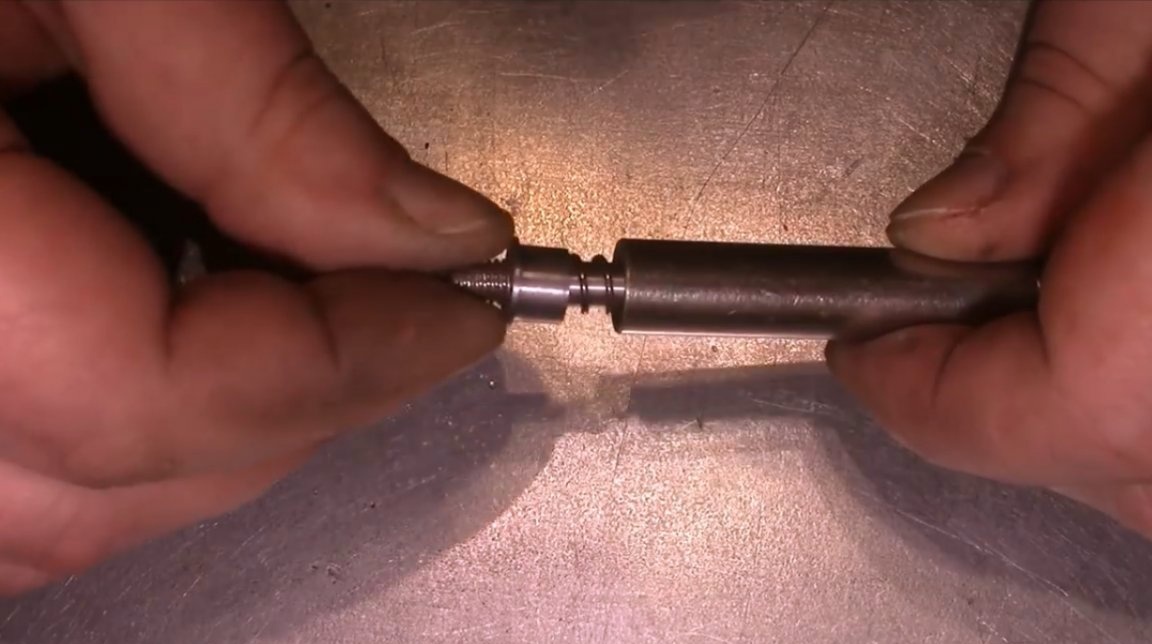
From the brass disc grinds a handle, for which the percussion mechanism will cock. It cuts the M6 thread in it.






Handle surfaces are ground and polished.


The author first collects the percussion mechanism.


The main handle is made of beech round timber, a hole is drilled in it, as close as possible to the diameter of the tube. If this does not work out, then the tube can be fixed with epoxy.

Then the tube is pressed into the workpiece of the handle.

The handle is grinded to the desired shape, and sanded with sandpaper.




The diameters of the tube and the handle very well coincided, and the master had to find a rod to press the tube out.


Now the handle surfaces are impregnated with stain, dried and polished with fine sand paper.
After drying, an epoxy resin diluted with a solvent is applied. To speed up the drying process, you can warm the surface.



It's time to solder the tube and plug.


As a flux for soldering ferrous metals, the author recommends the use of zinc chloride. You can tin surfaces with ordinary solder.


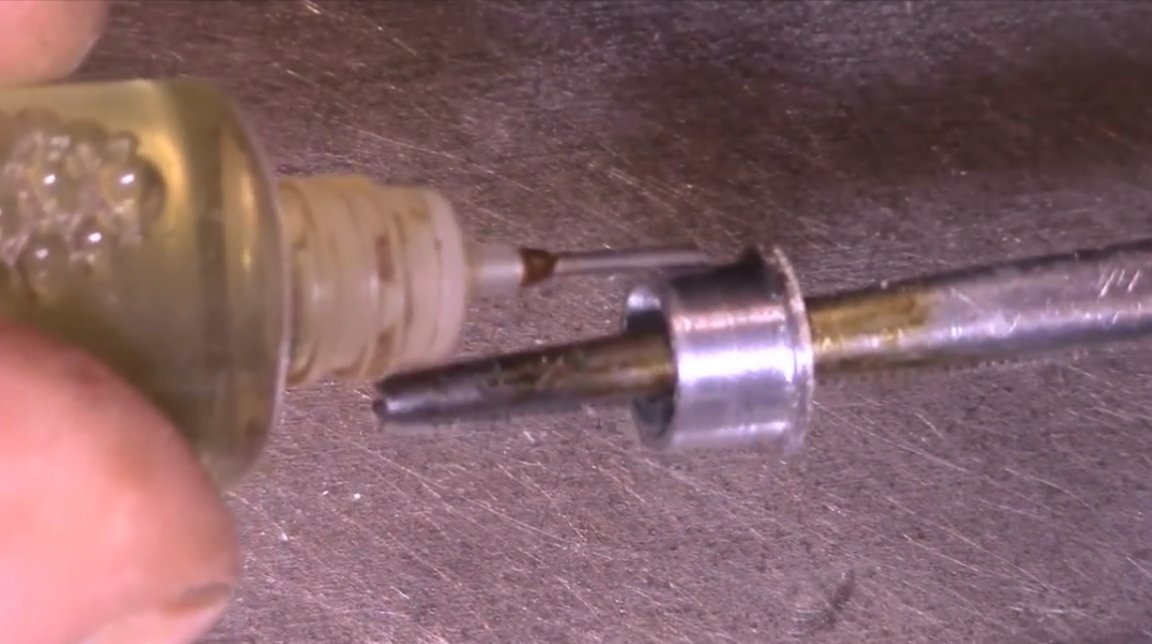
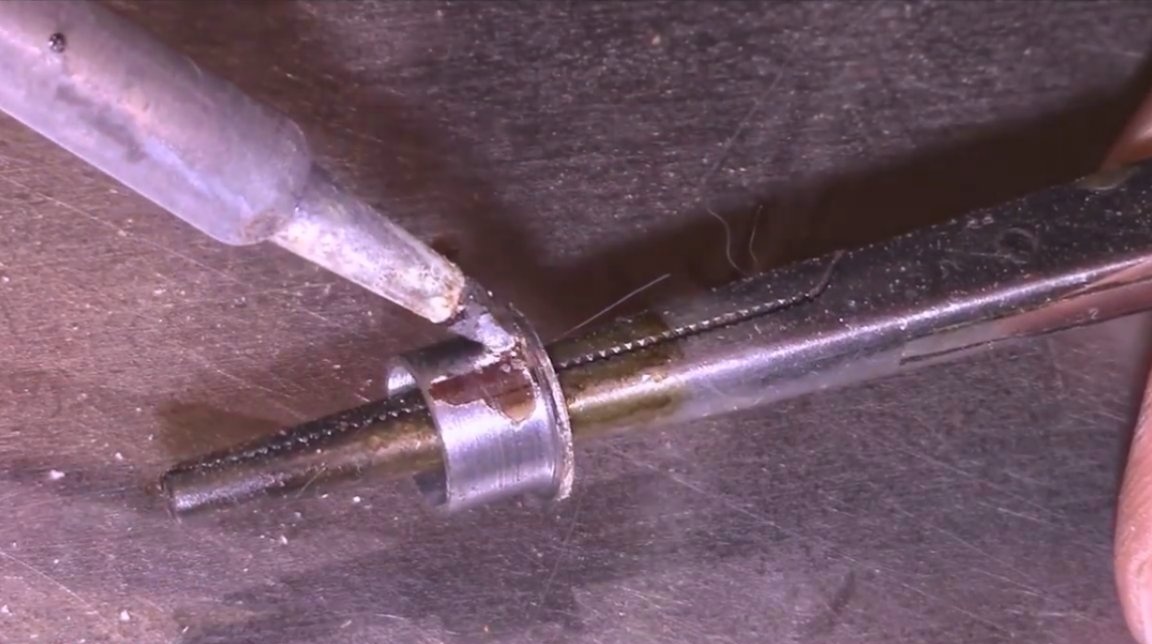
Now you can connect the parts and heat them with a gas burner.

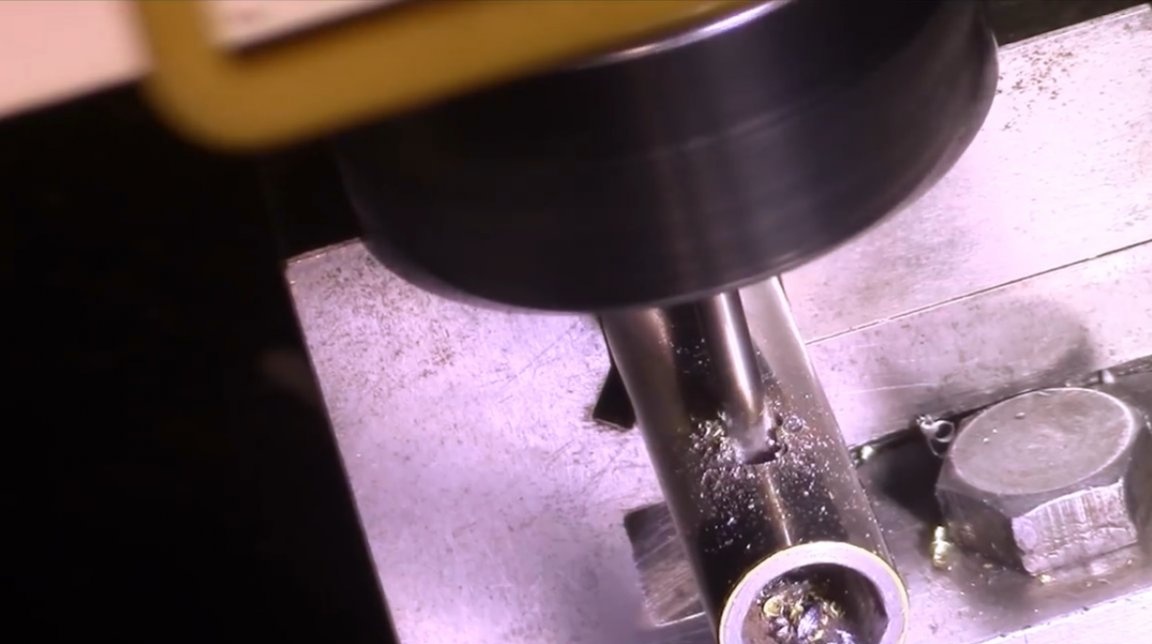
On the outer surface of the tube, he makes several annular grooves for better grip with the handle and glue.

Several holes are drilled in the front of the tube, and then the edges are aligned with a file.
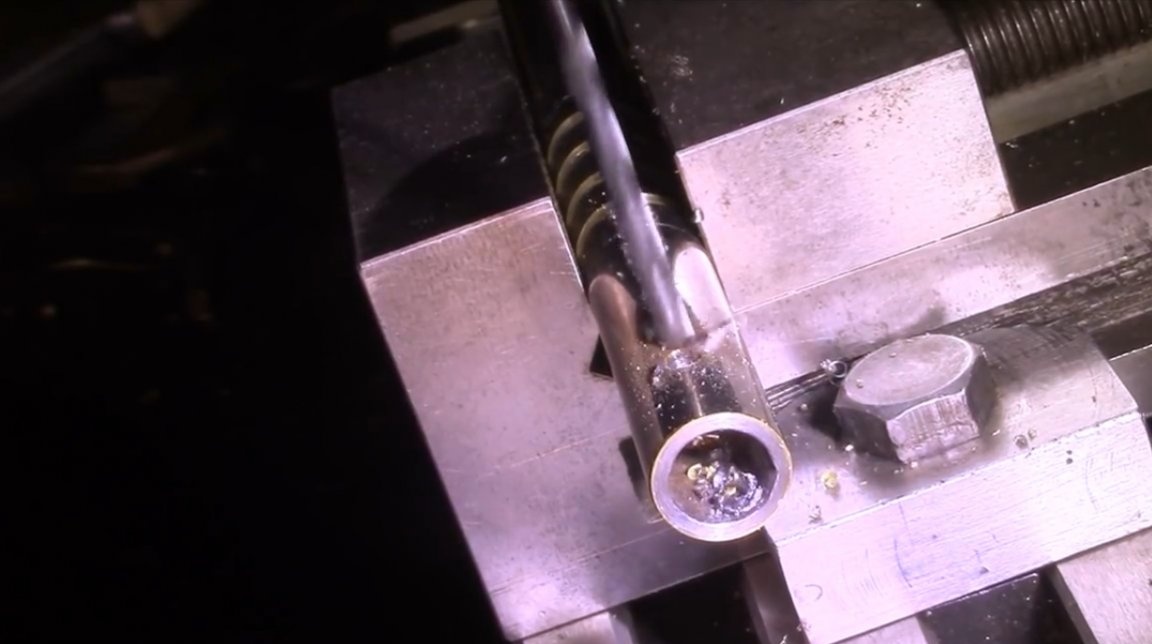

For better resistance to shock loads, a ball will need to be soldered to the nose of the piston.

Now you need to drill the nose of the piston to a diameter of 5 mm.

Next, the master makes a transitional tip from a heat-treated steel bar.





Drills a hole with a diameter of 3 mm for a pin.

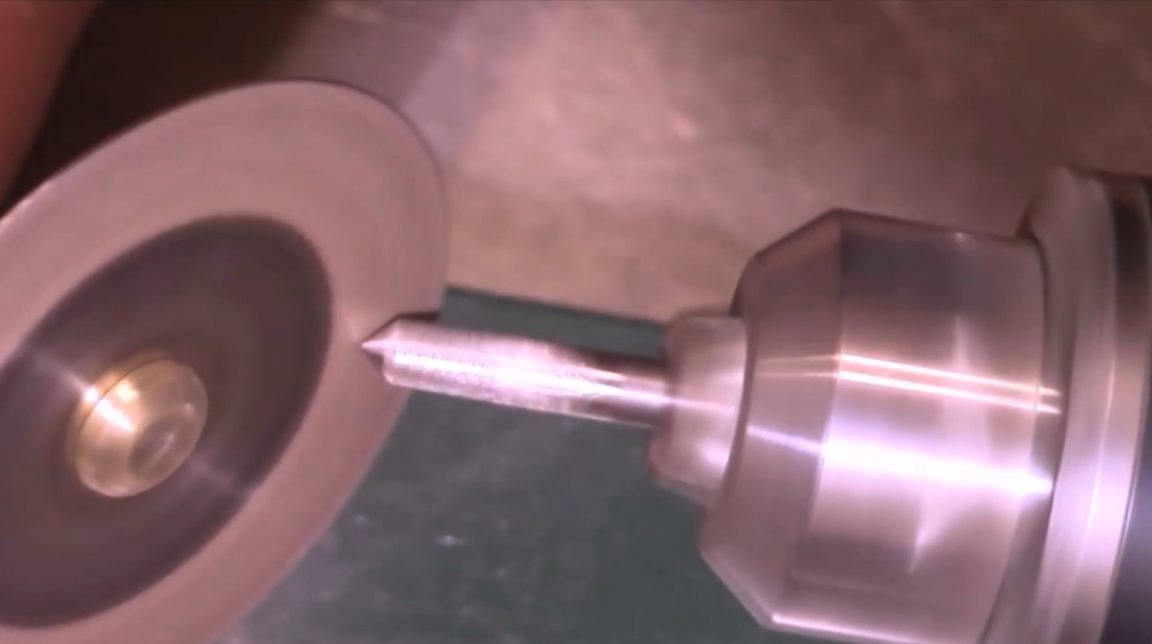
With the help of a petal stripping disk, the old tap is sharpened, it will be the most important tip.

The sharpened tap is soldered into the adapter. The ball is also soldered to the piston.



So, the main parts of the mechanism are almost ready.


Having coated the surface of the tube with epoxy, he presses it into the handle.

Clogs the locking pin into the tip.

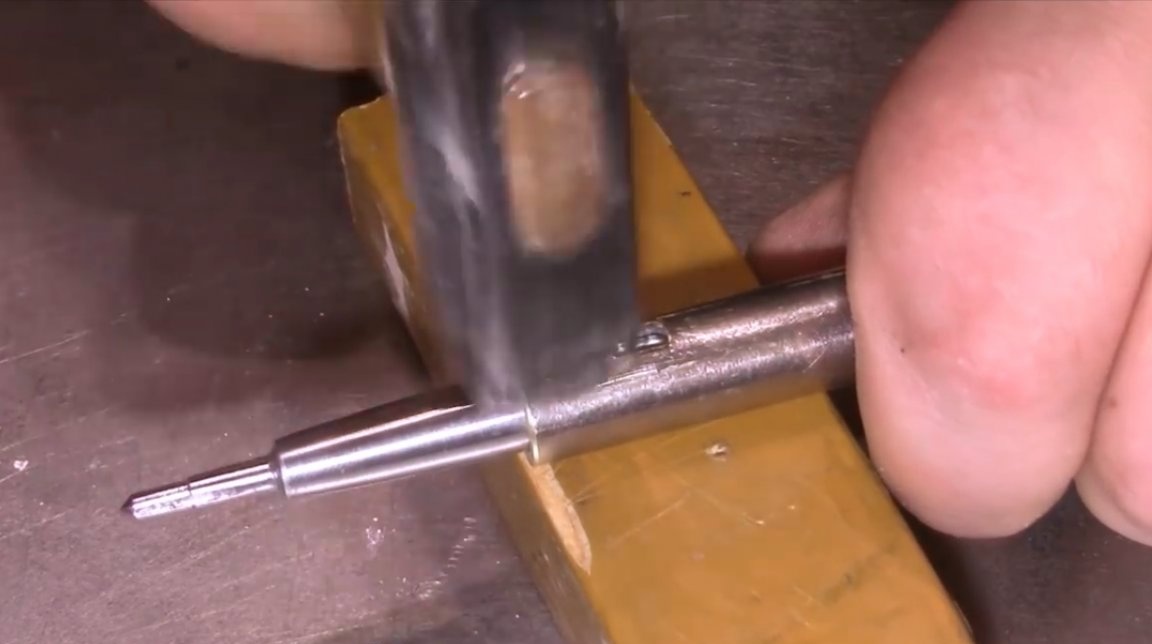

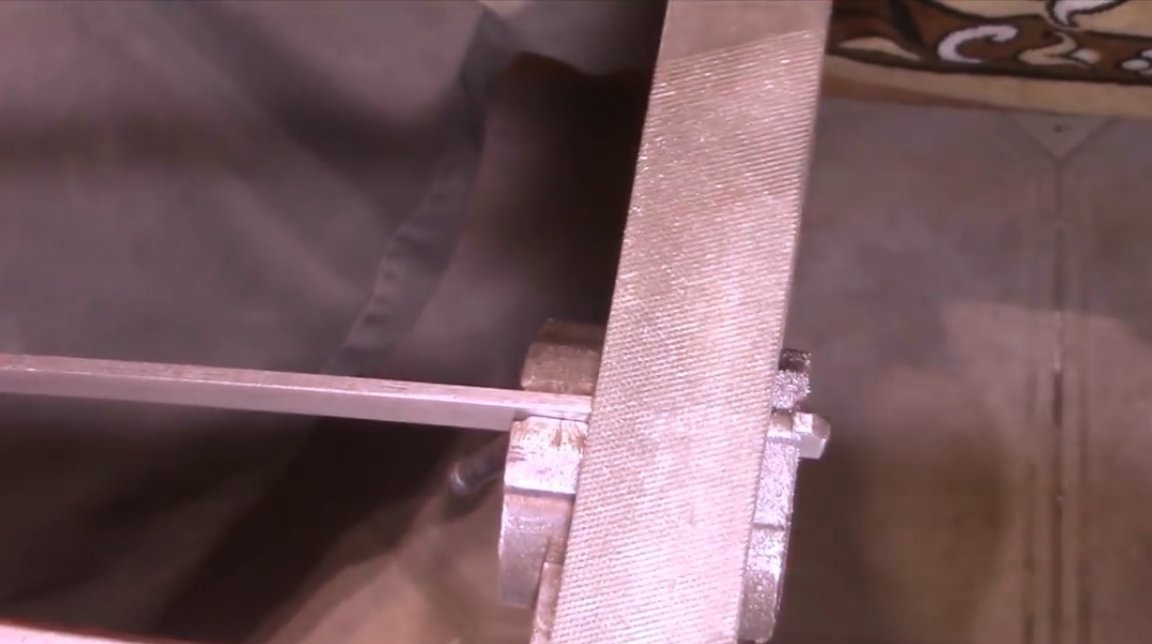
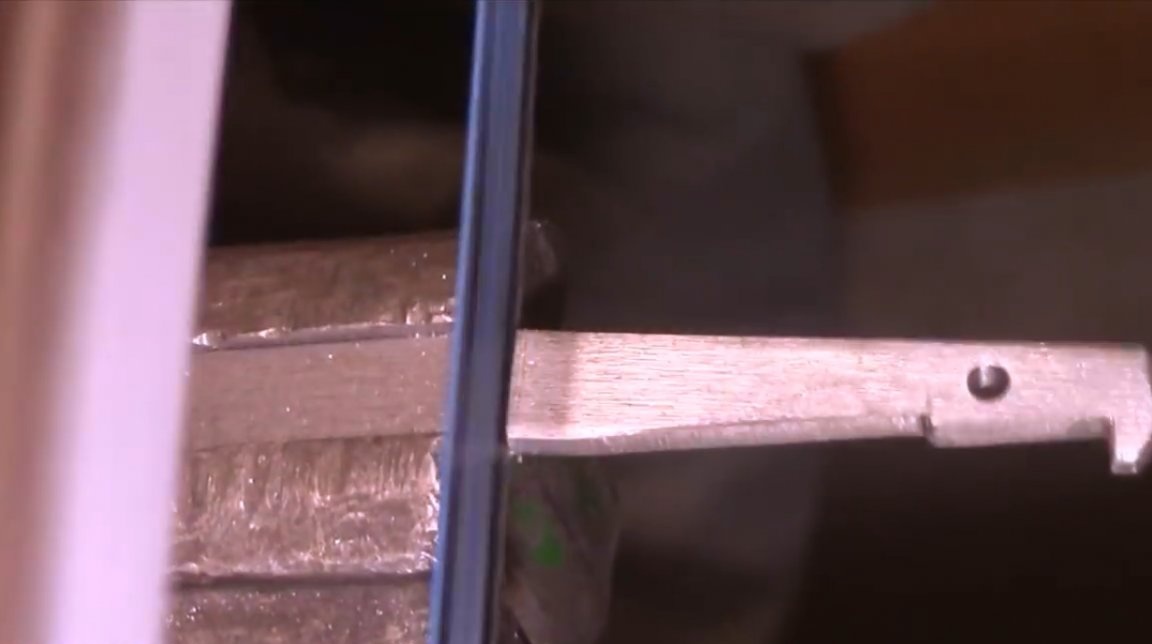
Now you need to cut the groove for the trigger, and also drill a transverse hole for the axis.



All slots are impregnated with second glue.

The author himself will make the trigger from the trimmed skewer.


The manufacture of this part is as follows.

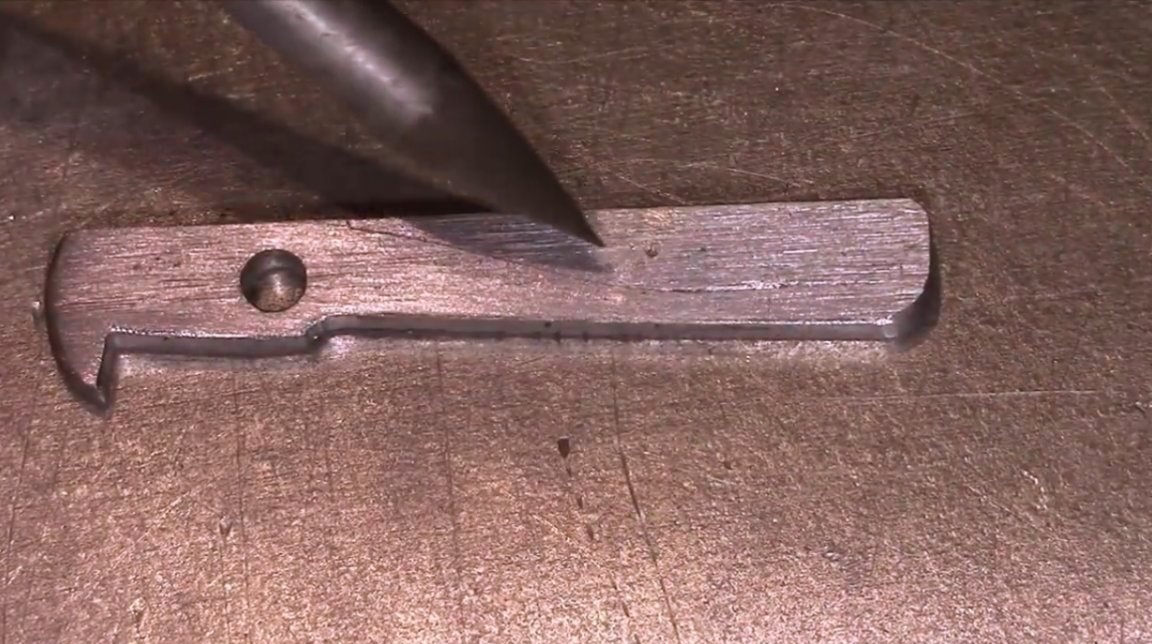

A thin hole is drilled in the handle, and a spring from the lighter is inserted into it.


All parts are ready for assembly!

The master applies grease to the percussion mechanism. And the handle is twisted using a second glue.



Locks the trigger with a pin.

Cocking the mechanism, and trying the force of impact.


Quite deep marks remain on the aluminum plate. At the same time, the automatic Chinese core could not even do the same after several repetitions.



With a steel washer - the same story. The result of a fivefold blow of the Chinese core is on the left.


Yes, and with the copper block all the same. The author’s tool is able to make a decent mark in one precise stroke.


I thank the author for the good idea of producing a high-quality semi-automatic core!

All good mood, good luck, and interesting ideas!
Author video can be found here.