
Sometimes masters have the problem of drilling motor shafts, and other metal rounds strictly along the coaxial center.
In this article, the author of the YouTube channel "All do it yourself»Will tell you how to do this without using a lathe.
This method is very versatile, and can be repeated even inhome conditions.
Materials
- Machine oil.
Instruments, used by the author.
— Screwdrivermetal drills
- Kern.
Manufacturing process.
So, the author faced one problem when assembling the grinding machine. For its manufacture, it was required to precisely drill a hole strictly in the center of the shaft, and cut the thread in it.

Without the use of a lathe, this can only be done manually, using a drill or screwdriver. However, even with extensive metalworking experience, it is practically impossible to perform such an action in compliance with alignment.
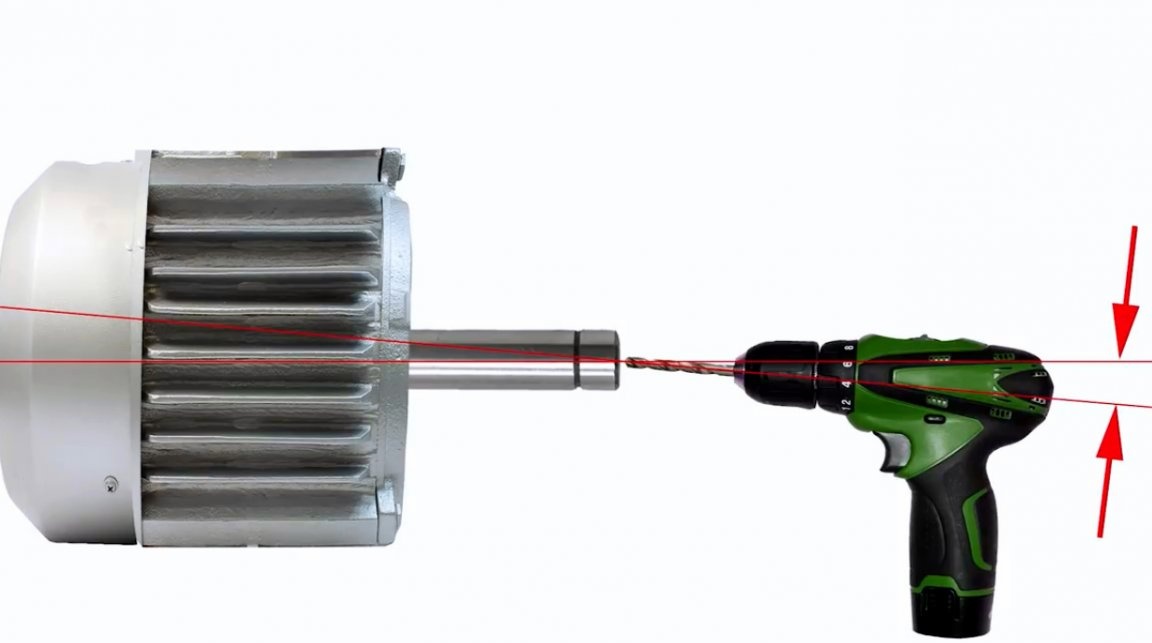
When drilling with a drill or screwdriver, a slight skew will always occur, which will lead to strong vibrations of the machine shaft.

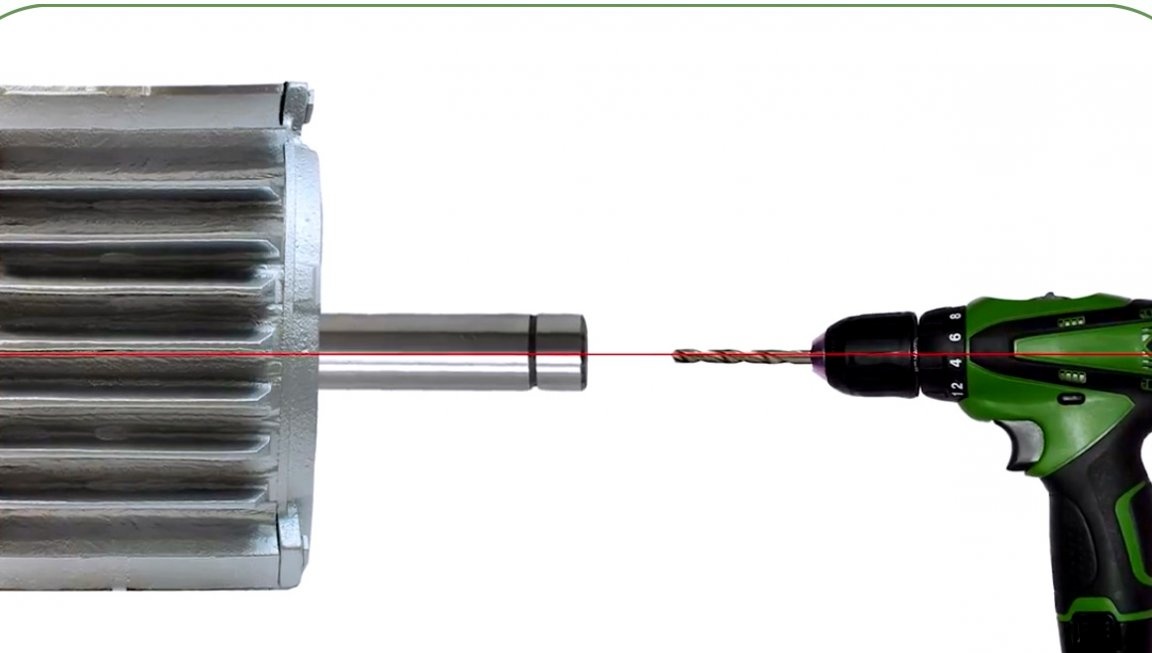
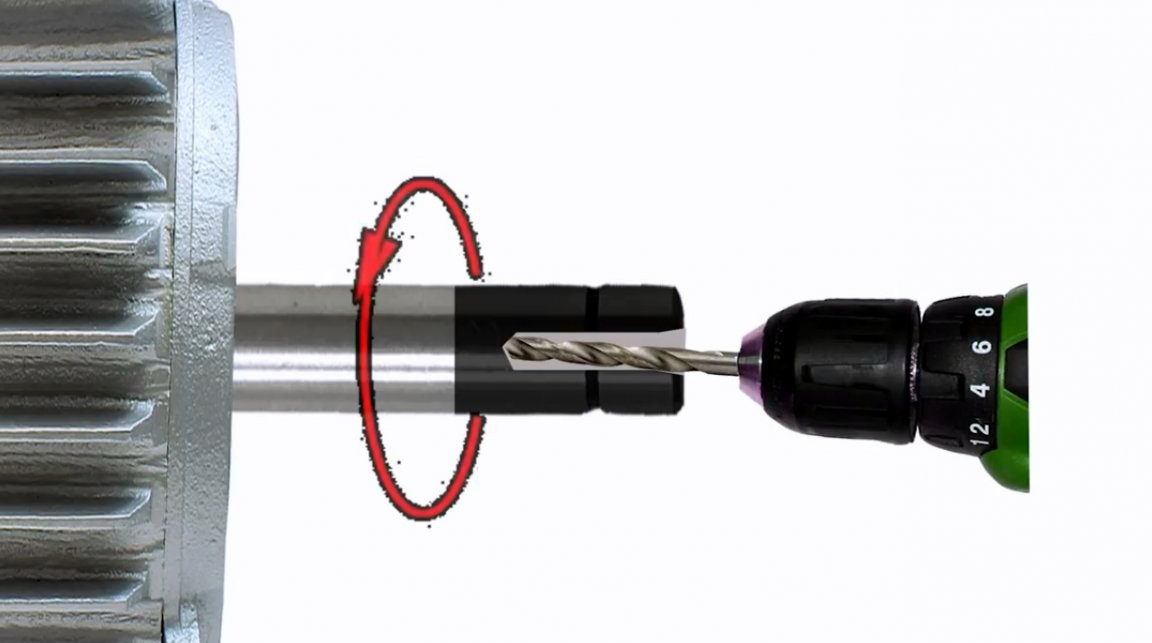
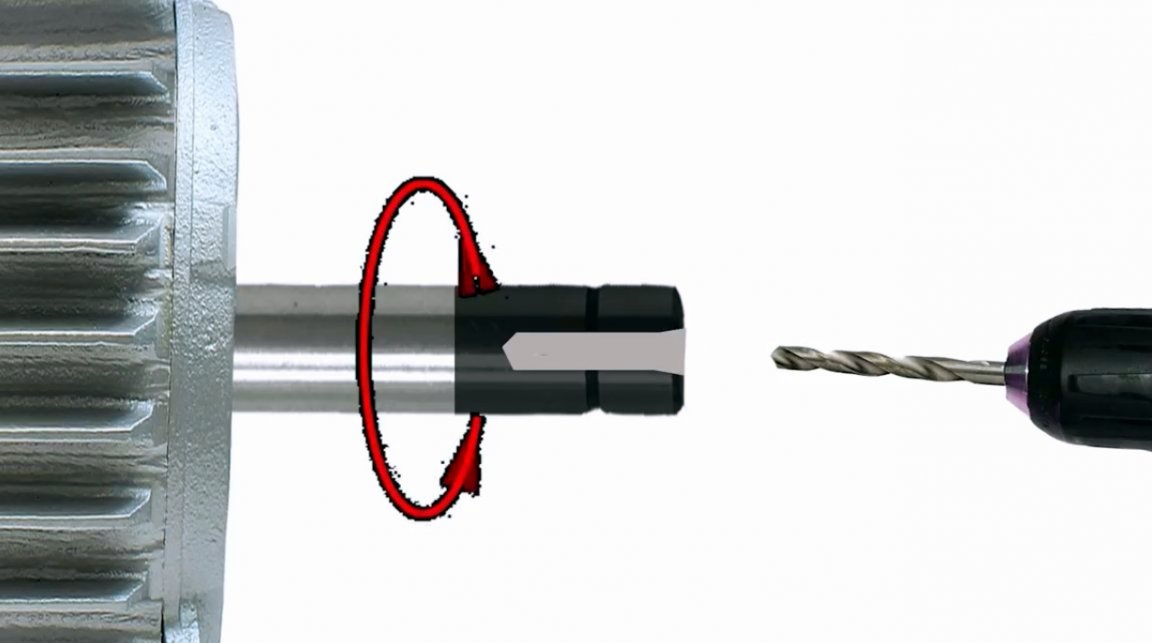
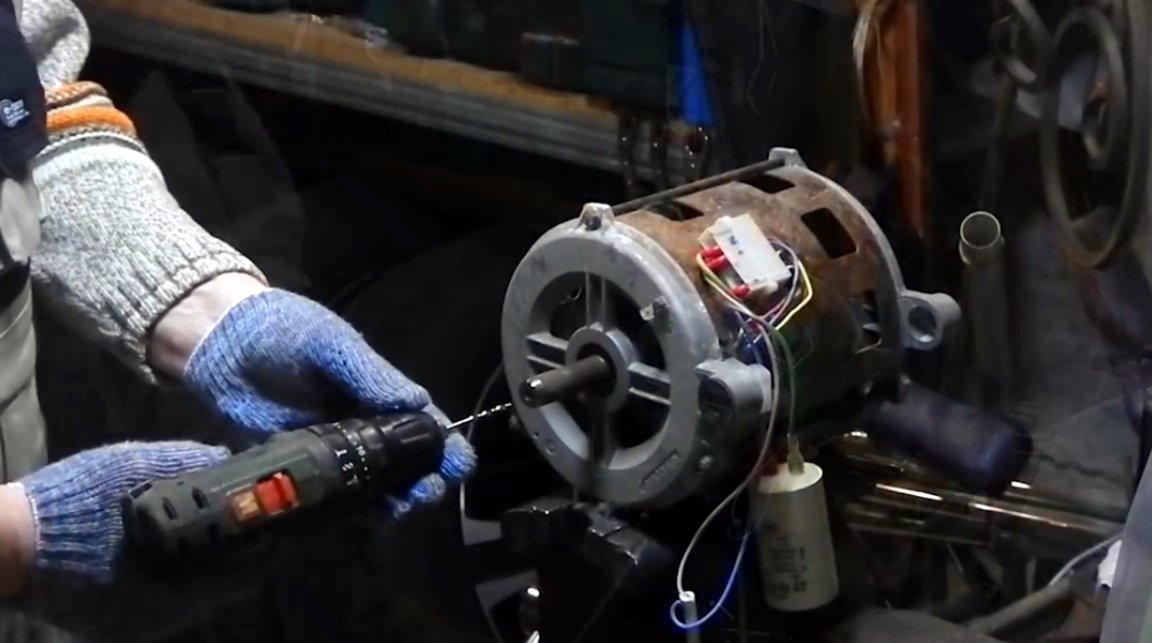
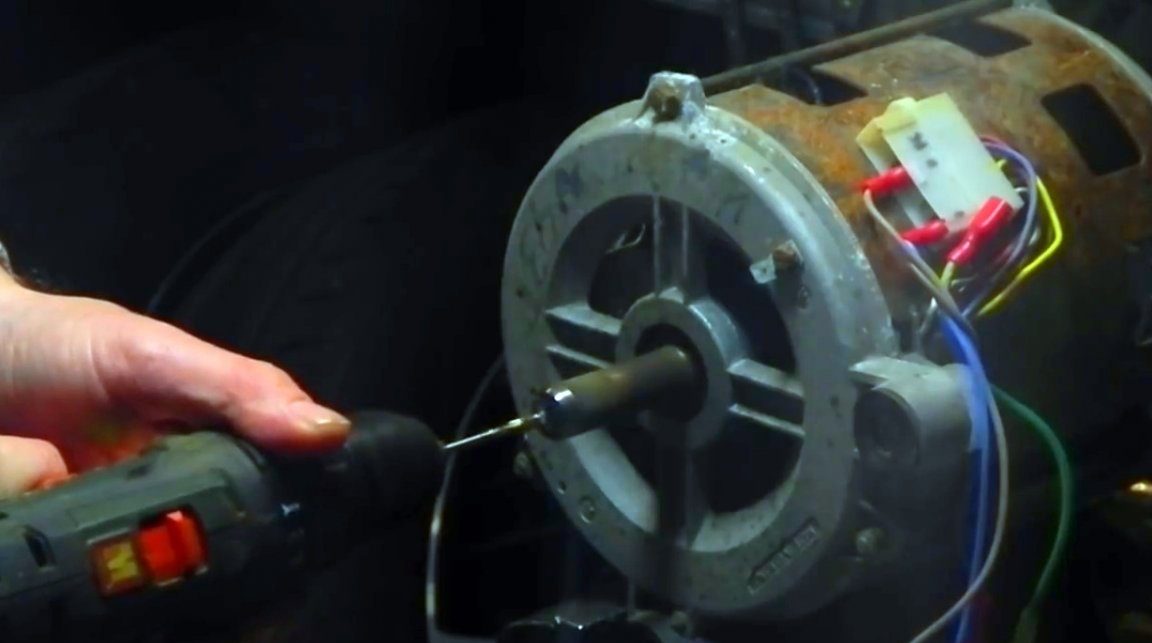
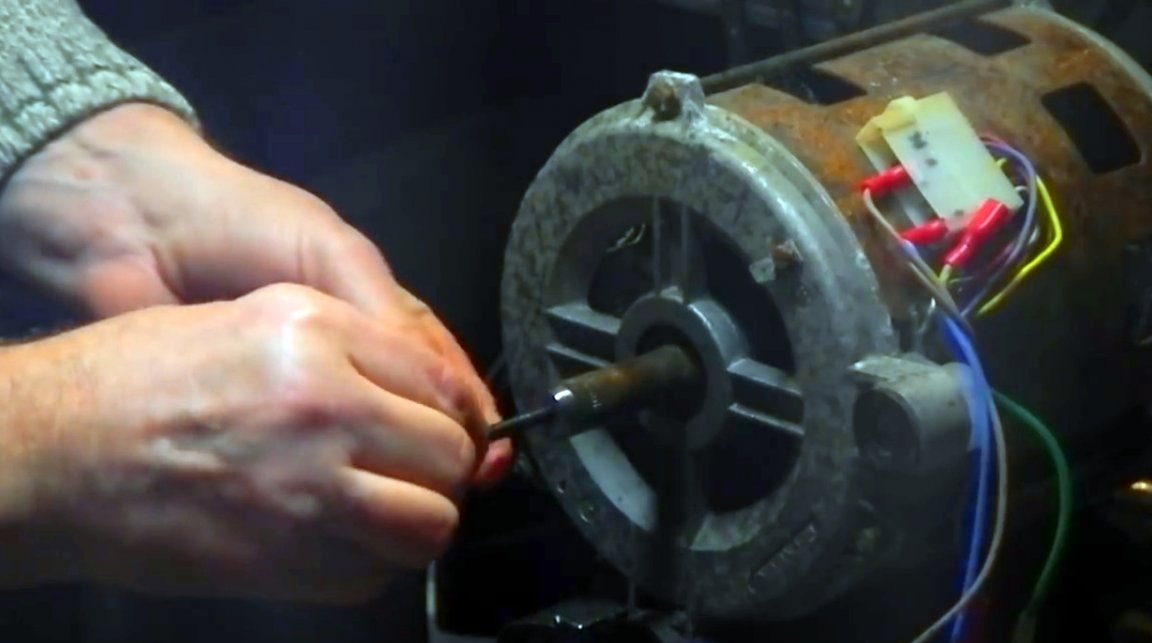
This problem can be solved quite simply. You need to find the center of the motor shaft, tilt it. The engine starts and drilling is performed. But there are small nuances.
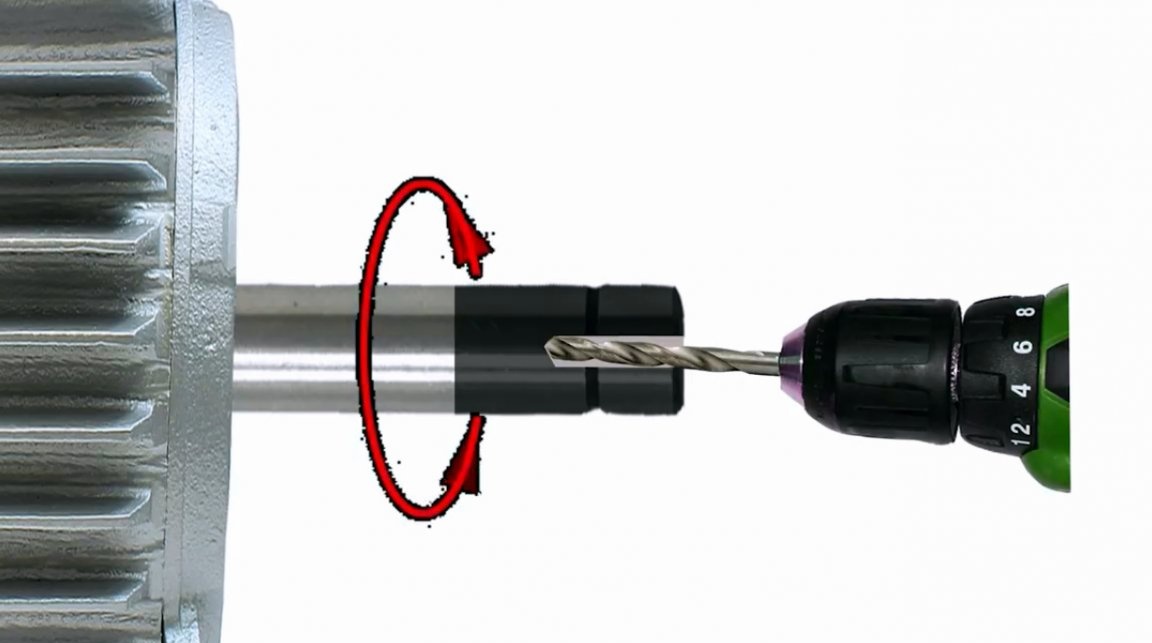
With this method of drilling, the shaft should rotate counterclockwise, and the drill itself - along it. In this case, the skew of the drill will increase the diameter of the hole. But this will be compensated by the rotation of the shaft. In this case, the hole will be perfectly centered, but have a slightly larger diameter than the original drill.
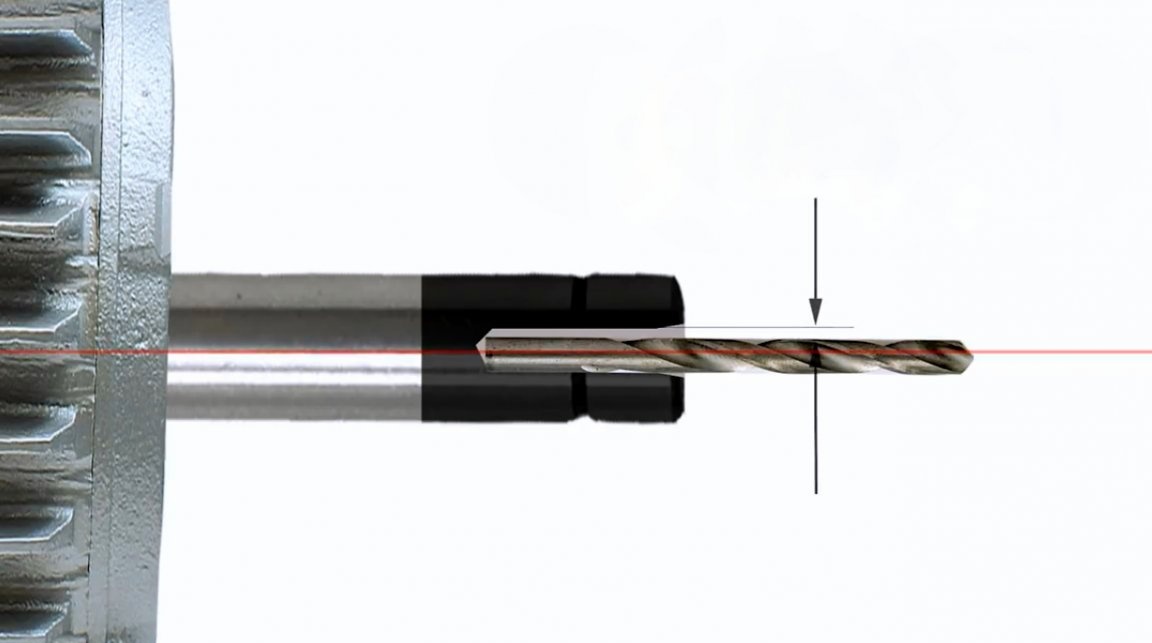
The method of drilling holes on a lathe works in much the same way. Only here there is no skew of the drill relative to the axis of the workpiece.

The first important point. It is imperative that the ratchet be installed on the screwdriver with minimal force. When jamming a drill, there will be less chance of breaking it, and leaving a chip inside the workpiece.This will lead either to the ejection of the part, or to a long process of digging out the debris from it.
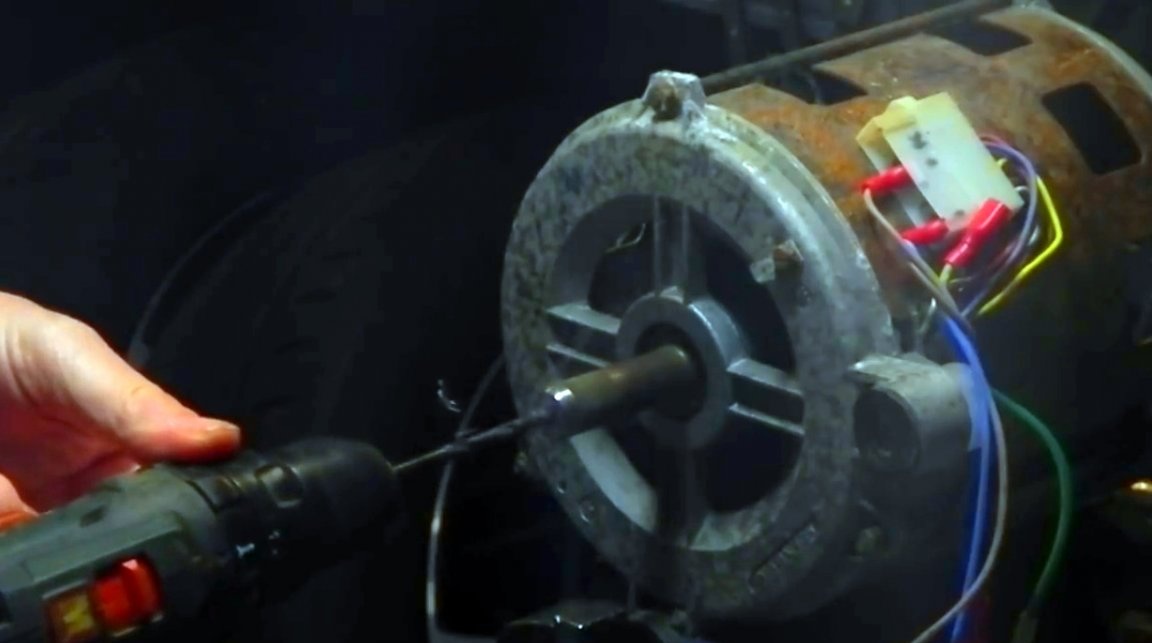
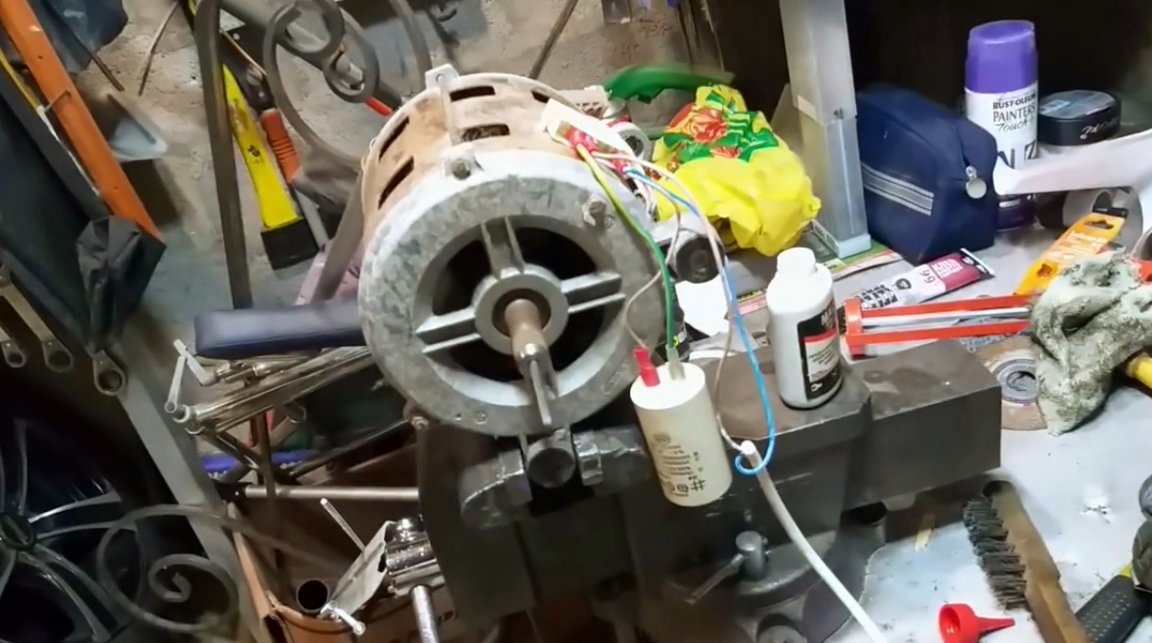
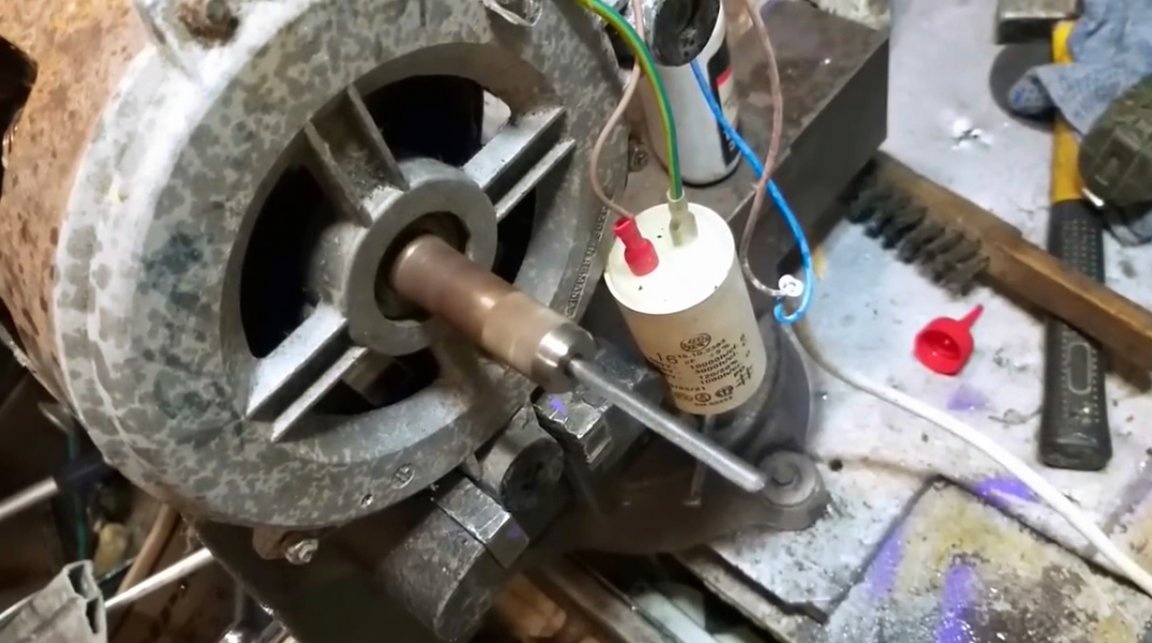
Following. The author is going to drill the shaft of an induction motor from an old washing machine. Its shaft rotates clockwise. Then for drilling you will need to use the left drill. But the author does not have it, and you are unlikely to find it. Next, the wizard will offer a simple solution.
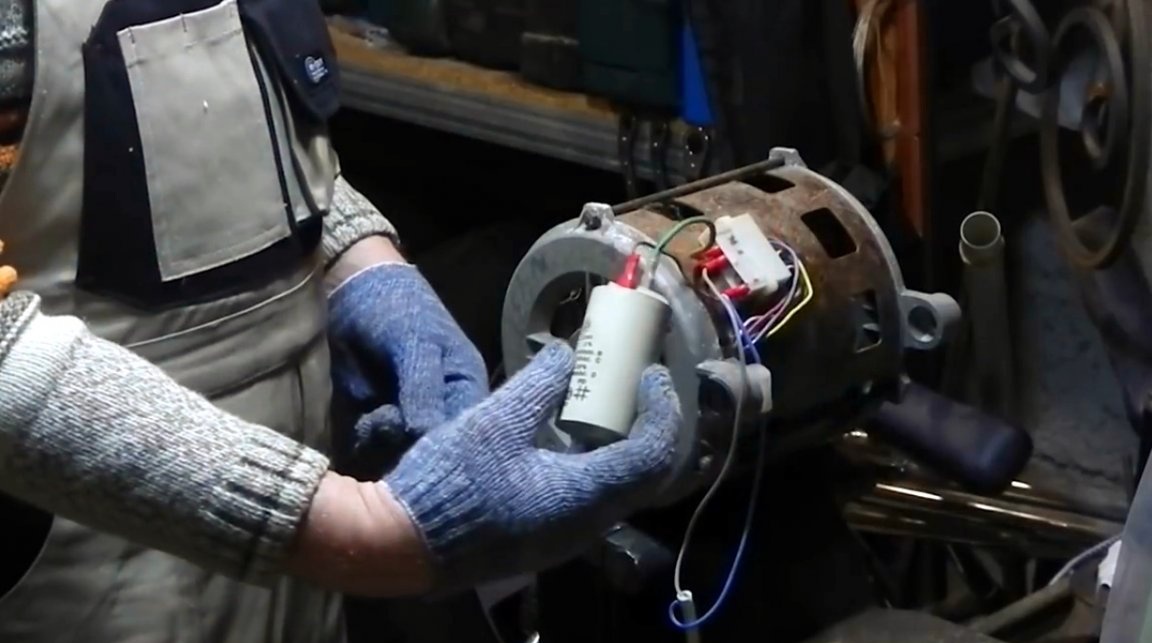
The easiest way is to disconnect the starting capacitor from the motor, connect it to the network, and manually set the direction of rotation of the rotor.


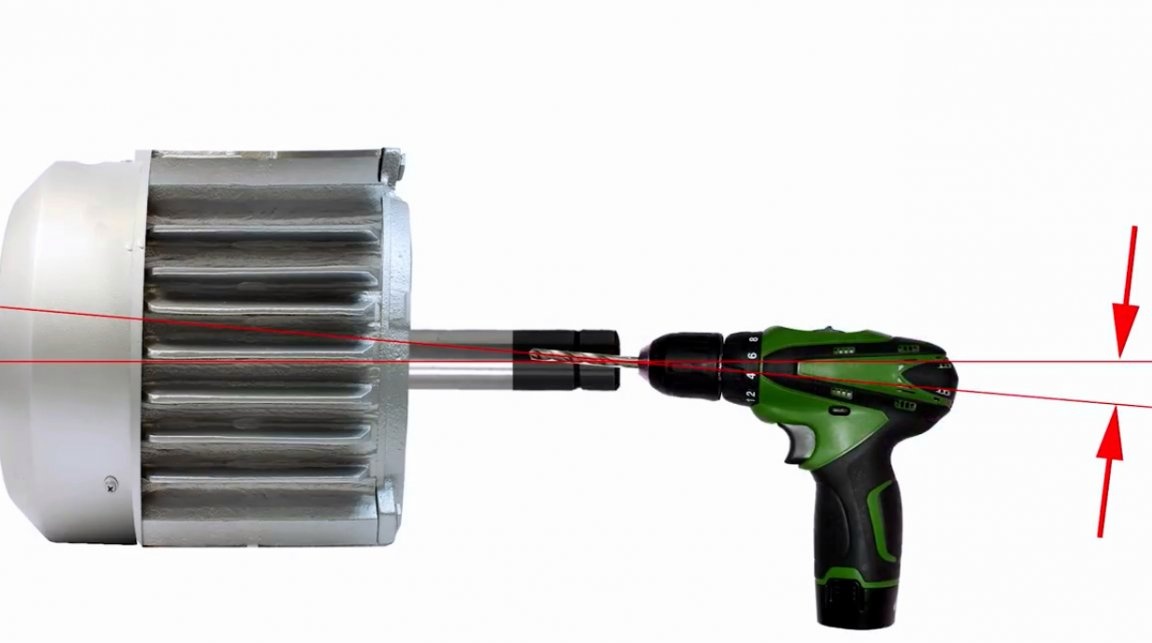
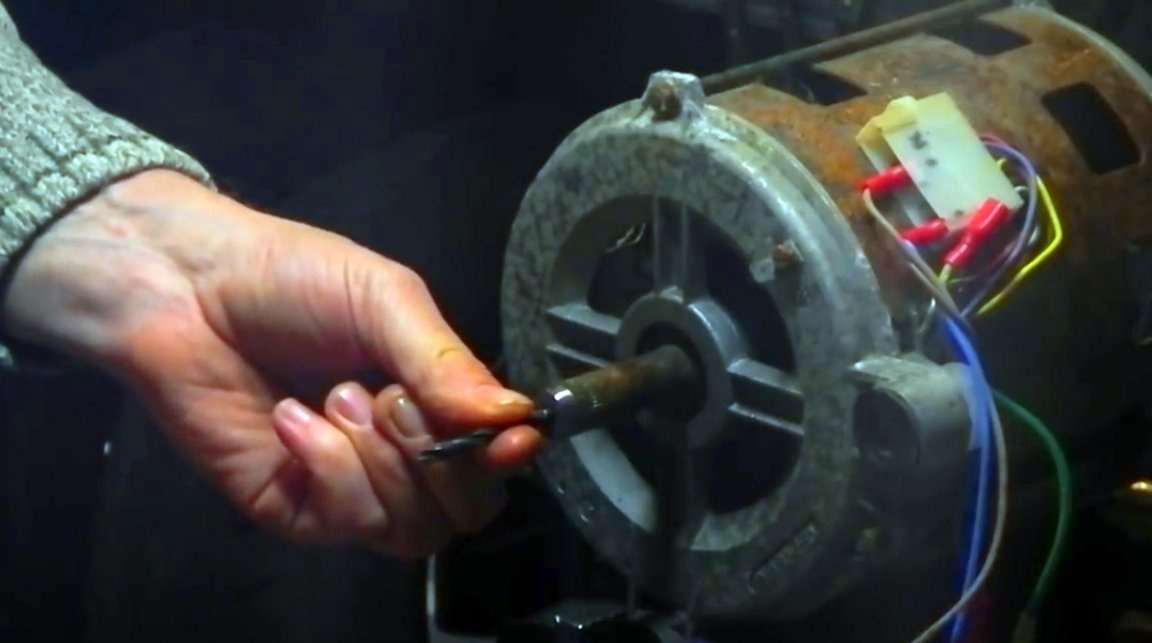
The master needs to make a hole with a diameter of 5 mm for the M6 thread. To apply this method of drilling, he selects a drill with a diameter of 3 mm and drills a pilot hole with it. When drilling, it is necessary to constantly lubricate the drill with machine oil, and do not forget to remove the chips.



After the first hole drilling, it includes a 3 mm drill with a large backlash, but the 3.5 mm drill no longer enters. This confirms the initial theoretical considerations.
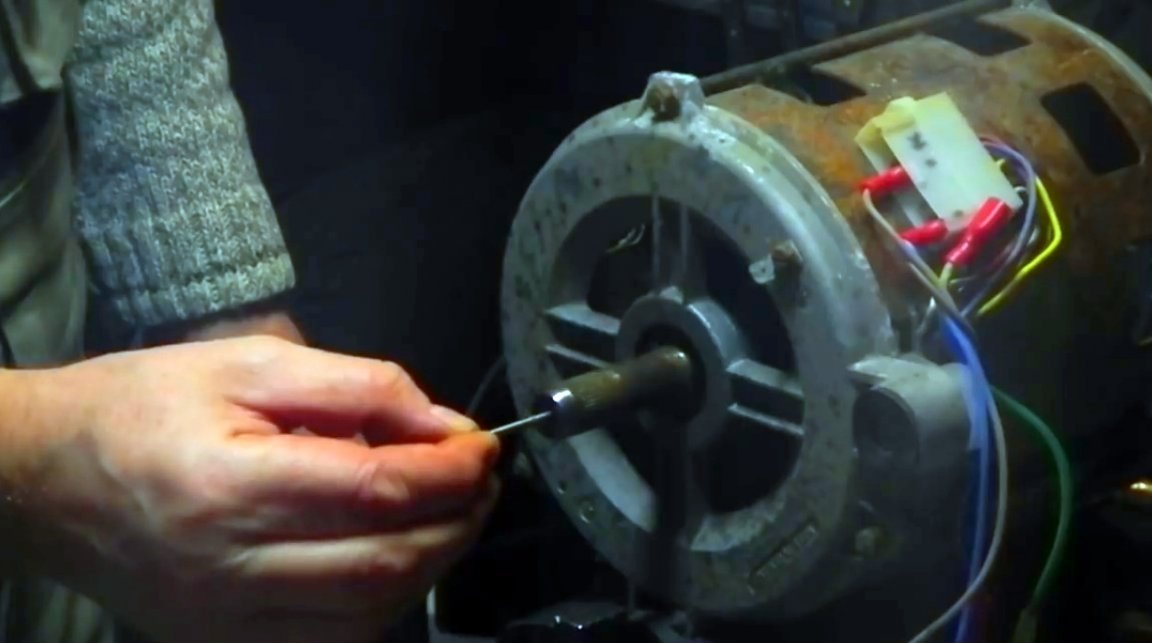
The master decided to make the second pass with a 4.5 mm drill, in the hope that such a hole would already be 5 mm in diameter. However, no. Here, the effect of the guide tube has already worked, and the hole turned out with almost zero play.
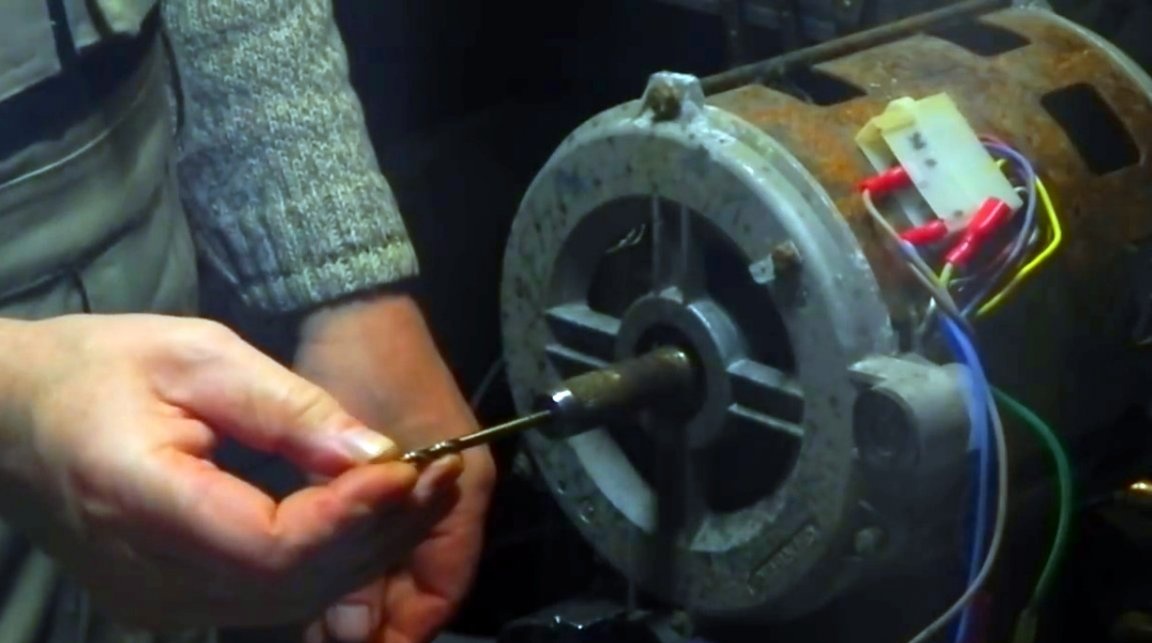
The author only had to drill a finish hole with a 5 mm drill. After checking, it turned out that the inserted shank of the drill has no play relative to the edges of the hole.
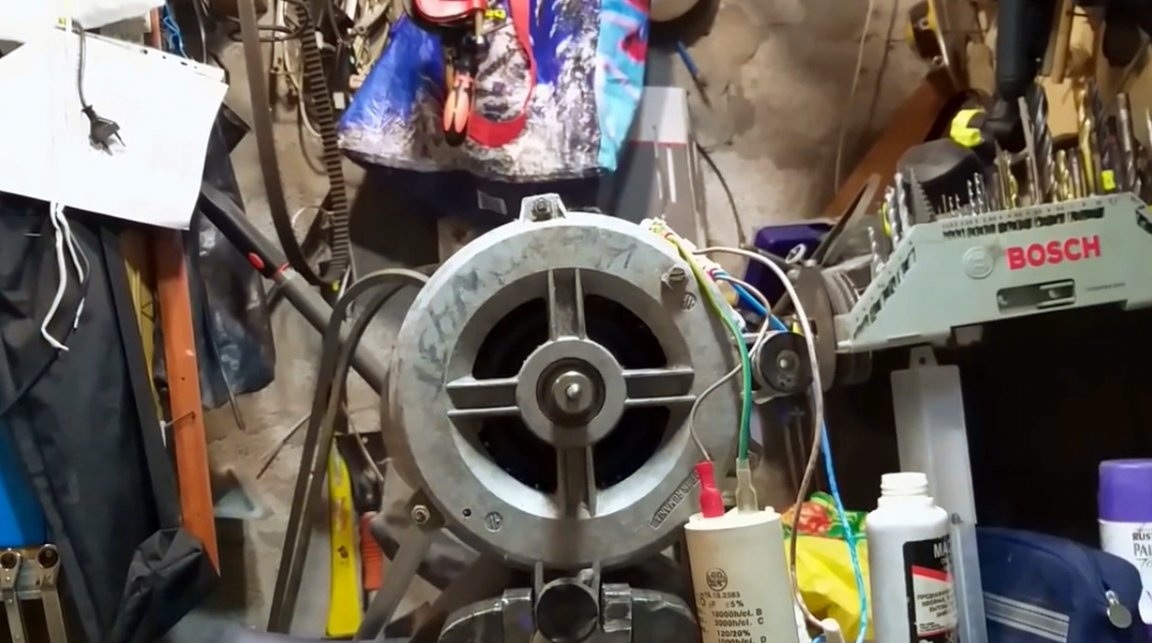
The final check of the switched-on engine with the drill installed showed that there were no beats, which the master wanted to achieve. In the same way, you can make holes in the studs or bolts, except that the drill will have to be fixed in a vise, and the workpiece itself - in the screwdriver's chuck.
It is also extremely important to use a high-quality core for marking the center of the workpiece, for the manufacture of such a semi-automatic fixtures was told in a recent article.


Thanks to the author for a simple but really effective and accurate way to drill holes!
If you have interesting homemade products, share them on this site. Here you will get a real reward, not a “bunch of green stuff" at the entertainment forum.
All good mood, good luck, and interesting ideas!
Author video can be found here.